Processos a Quente
Processos a Quente: Piso Para Rechapagem
– Tread Recapping
Este tipo de piso pode ser obtido por calandragem ou por extrusão. Apresentam normalmente uma secção rectangular, com a largura e a espessura bem definidas e na sua base uma película de borracha de ligação, com a espessura de cerca 1 mm; a face exposta da ligação é protegida por uma película de polietileno, lisa ou gravada, com cerca de 0,15-0,20 mm de espessura, que é, naturalmente, removida antes da aplicação do piso (Figura 1).
Este material deve ser devidamente identificado para efeitos de rastreabilidade e deve ter a indicação da data limite de validade.

Figura 1 – Piso para rechapagem.
Processos a Quente: Piso Perfilado Para Recauchu- tagem Simples
– Profiled Tread ou Camelback
Este tipo de piso é obtido geralmente por extrusão e apresenta-se com uma secção trapezoidal (Figura 2).
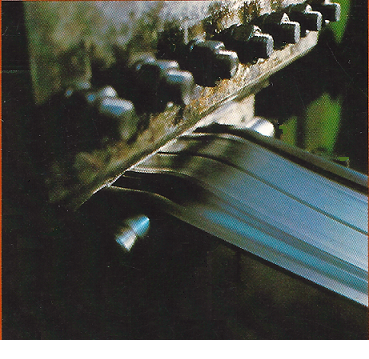 Figura 2 – Extrusão de piso perfilado ou camelback
Figura 2 – Extrusão de piso perfilado ou camelback
São fornecidos com uma película com cerca de 1 mm de espessura de borracha de ligação. Este tipo de piso é também conhecido como piso perfilado ou camelback.
Na sua forma mais simples, apresentam uma secção trapezoidal, como se mostra na Figura 3, mas pode possuir secções ligeiramente diferentes, de forma a proporcionar, na operação de moldagem/vulcanização, diferentes volumes de borracha nas diferentes zonas da banda de rodagem (Figura 4).
A face exposta da ligação é protegida por uma película de polietileno, lisa ou gravada, com cerca de 0,15-0,20 mm de espessura, que é, naturalmente, removida antes da aplicação do piso.
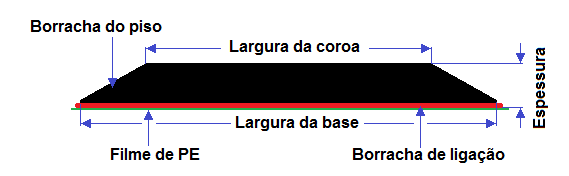 Figura 3 – Piso perfilado ou camelback
Figura 3 – Piso perfilado ou camelback
 Figura 4 – Outras secções de pisos perfilados utilizados
Figura 4 – Outras secções de pisos perfilados utilizados
A secção mais larga mostrada na Figura 4 é utilizada para pisos de maior dimensão, e é constituída por duas partes a e b. Este tipo de piso é produzido quando a extrusora disponível não tem capacidade para produzir tais larguras numa só secção extrudida. Este material deve ser devidamente identificado para efeitos de rastreabilidade e deve ter a indicação da data limite de validade.
Processos a Quente: Borracha Para Recauchutagem Simples
– Processo Orbitread ou Orbitread Strip
Este tipo de borracha, de composição com características algo especiais é fornecido sob a forma de uma tira com determinadas dimensões (largura x espessura) (Figura 5), que se destina à alimentação de uma extrusora Orbitread, a qual extrude directamente o composto de borracha sobre a carcaça previamente preparada, sendo a distribuição de borracha controlada por computador. Este material deve ser devidamente identificado para efeitos de rastreabilidade e deve ter a indicação da data limite de validade.
 Figura 5 – Preparação de fitas de alimentação em batch-off e aspecto da zona de alimentação da extrusora Orbitread. Cortesia de McNeil & NMR, Inc, Akron, Ohio, USA)
Figura 5 – Preparação de fitas de alimentação em batch-off e aspecto da zona de alimentação da extrusora Orbitread. Cortesia de McNeil & NMR, Inc, Akron, Ohio, USA)
Processos a Quente: Borracha Para Recauchutagem Simples (extrusão directa do piso sobre a carcaça)
– Sistema Barwell e VMI-Group
Tal como no processo Orbitread, a extrusora é alimentada por tiras de um composto de borracha com composição também adequada para banda de rodagem e o extrudido é transferido directamente, na saída da cabeça da extrusora, para a carcaça previamente preparada.
O processo precursor deste tipo de aplicação de borracha foi desenvolvido em 19772 pela empresa inglesa Barwell Global Ltd., com as suas extrusoras de êmbolo (Figura 6), tendo evoluído posteriormente para extrusoras de fuso (Figura 7).
A alimentação das extrusoras de êmbolo exige um misturador aberto para pré-aquecimento da borracha e nem todas as empresas de recauchutagem dispõem desse equipamento. As extrusoras de alimentação a frio, alimentadas por tiras de borracha, possibilitam a ultrapassagem desse problema.

Figura 6 – Barwell Pressurbuilder com extrusora de êmbolo
Cortesia de Barwell Global Ltd, Cambridge, Inglaterra
 Figura 7 – Barwell Pressurbuilder com extrusora de fuso.
Figura 7 – Barwell Pressurbuilder com extrusora de fuso.
Cortesia de Barwell Global Ltd, Cambridge, Inglaterra.
Mário Caetano ® Copyright 2010-2022 |
