Moldagem
Moldagem por Vácuo
Este processo de moldagem é utilizado no fabrico de artefactos que apresentem:
- Uma dimensão tal, que um molde de compressão convencional exigiria uma prensa de vulcanização de grandes dimensões e que geralmente, ou não existem ou não fazem parte do parque de máquinas das empresas;
- Uma configuração espacial em que as cotas nas direcções XYZ são relativamente elevadas para as prensas vulgares de vulcanização, podendo exigir, nomeadamente, prensas com um elevado valor de claridade.
O molde para operar pelo sistema de vácuo é também mais económico; a construção deste tipo de molde necessita muito menos material, tempo de máquina e mão-de-obra.
Podemos citar o caso de um tipo de tapetes em borracha para veículos ligeiros de passageiros (habitáculo e mala), para veículos comerciais de carga (habitáculo e caixa de carga) ou simplesmente para a cabine de veículos de carga. Nalguns casos, estes tapetes devem possuir também características de insonorização. São geralmente tapetes for forma tridimensional muito complicada (Figura 56) e que exigem moldes com alguma complexidade.

Figura 56 – Alguns exemplos de tapetes moldados por vácuo
A grande maioria deste tipo de tapetes pode ser obtida em moldes do tipo plano, como se mostra na Figura 57, de forma esquemática.
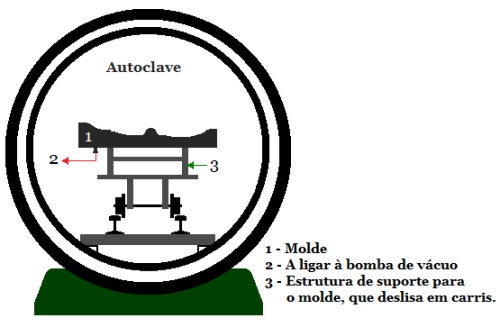
Figura 57 – Moldação de tapetes por vácuo (molde plano)
Tapetes de grande dimensão e com relevos relativamente baixos podem ser produzidos por este processo em moldes encurvados, de forma que possam ser colocados no interior de uma autoclave para efeito de vulcanização (Figura 58).

Figura 58 – Moldação de tapetes por vácuo (molde curvo)
Este tipo de fabrico exige que o composto de borracha possua excelentes características de calandragem, de forma a obter um calandrado com a superfície razoavelmente lisa (sem os famosos e indesejáveis pés de galinha) e isento de bolhas. A presença de impurezas no composto de borracha é também crítica, pois que a uma impureza grosseira pode corresponder um poro, portanto a perda de vácuo e um tapete defeituoso com destino para a sucata. A selecção das cargas inorgânicas deve ser muito cuidado, bem como o manuseamento do composto em toda a fase do processo, de maneira a evitar contaminações. A introdução de borracha SBR de emulsão, polimerizada a quente, de tipo parcialmente pré-reticulado (S1009, por exemplo) ou um tipo similar de borracha SBR de solução, constitui uma excelente opção para a obtenção de um composto que satisfaça os requisitos referidos. O processo exige que o composto possua também uma boa elasticidade em verde, de forma que a folha calandrada possa ser distendida, sem rebentar, de forma a poder chegar às zonas mais profundas do molde, na fase de sucção. Nas zonas que sofrem maior distensão aplicam-se, muitas vezes, reforços de borracha calandrada de menor espessura, de forma a compensar a perda de espessura que ocorre por distensão. Exige-se, portanto, alguma pegajosidade do composto. Pode concluir-se que a utilização de um composto de borracha de boa qualidade representa um bom investimento no sucesso deste processo.
1. As fases que a seguir se descrevem são típicas num ciclo de moldagem por vácuo, com vulcanização em autoclave (Figura 59).
2. Corte, em mesa de apoio, de dimensões adequadas, do comprimento de folha de borracha calandrada na espessura especificada. A borracha pode ser calandrada na largura desejada.
3. Colocar a folha de borracha sobre o molde (Fase 1). Este está ainda suficientemente quente, da vulcanização anterior, o que contribui para diminuir a viscosidade do composto de borracha. Aproximar o calandrado das zonas mais profundas do molde e afagar a folha de borracha contra o friso que existe em toda a periferia do molde (pormenor A da Figura 59.
4. Ligar a bomba de vácuo. O vácuo começa então a exercer a sua acção, puxando a folha de borracha para a superfície do molde (Fase 2) através da furação existente na parede do molde e do friso na periferia do molde. O afagar a borracha na periferia do molde ajuda a fechar o que se pode considerar uma caixa de vácuo.
5. Inspeccionar toda a superfície da borracha, para detectar eventuais pontos de perda de vácuo, originados por qualquer das causas atrás referidas. Bolhas devem ser picadas e preenchidas com pequenos pedaços de borracha (podem ser pequenos pedaços de borracha quente, recolhidos na periferia do molde). Utilizar um rolete para regularizar os remendos. Com um bom calandrado de borracha, este trabalho de detecção é muito simplificado.
6. Com a borracha praticamente enformada a 100%, fechar o passador da linha de vácuo e colocar o carro suporte com molde na autoclave de vulcanização (Fase 3) (ver também Figuras 57 e 58).
7. Ligar novamente o molde à linha de vácuo, desta vez através da ligação existente na autoclave, abrir o passador e ligar de novo a bomba de vácuo. Fechar a autoclave e iniciar o ciclo de vulcanização (vapor directo).O vácuo existente no molde e a pressão do vapor garantem que a borracha adquira a exacta configuração da superfície do molde, em todos os seus detalhes e com uma excelente definição.

Figura 59 – Moldagem de tapetes por vácuo. Fases do processo
(Clic aqui para ver figura ampliada)
8. A carga da autoclave pode conter vários moldes, por exemplo, conjuntos completos (tapete do habitáculo e tapete do compartimento de carga) e também moldes de outros modelos.
9. O tempo de vulcanização efectiva, a uma pressão de vapor da ordem dos 5,5 kg/cm2 (o que corresponde a 155ºC), pode variar entre 10 e 15 minutos, tudo dependendo da cinética de vulcanização do composto de borracha.
10. No termo do ciclo de vulcanização, abrir a autoclave (Fase 4) e proceder à desmoldagem dos tapetes vulcanizados. A desmoldagem deve ser efectuada com cuidado, de forma a não rasgar os tapetes, que estão a cerca de 150ºC e a resistência ao rasgo, a esta temperatura, é bem mais baixa. Na superfície do molde pode ser aplicada, com spray, uma solução de um bom agente de desmoldagem. Deve ser aplicada com o molde quente, portanto imediatamente antes de se dar início a um novo ciclo.
11. O tapete desmoldado segue para as operações de acabamento (rebarbagem), eventuais correcções de pequenas irregularidades superficiais (que surjam no seu verso) e de inspecção.
12. Inspeccionar a face moldada do tapete para ver se existem zonas com deficiente moldagem, causada por entupimento das furações existentes no molde. Desentupir os furos que se encontrem entupidos. Dá-se então início a um novo ciclo de produção.
