Vulcanização a Frio
A vulcanização dos pneus vulcanizados a frio pode apresentar algumas variantes e exige a execução de algumas operações de preparação prévia.
Montagem de envelopes
Existem vários sistemas para manter o pneu sob vácuo durante a vulcanização:
- O sistema convencional, que utiliza um envelope exterior e um envelope interior;
- Um sistema alternativo, que utiliza apenas o envelope exterior fixado por aros;
- Um segundo sistema alternativo, que utiliza o pneu montado em jante, com saco de vulcanização e envelope exterior fixado por aros.
São sistemas encontrados em vários recauchutadores e que possuem, quando comparados entre si, aspectos favoráveis e aspectos desfavoráveis.
Sistema Convencional
O sistema convencional utiliza um envelope exterior e um envelope interior (Figura 32).
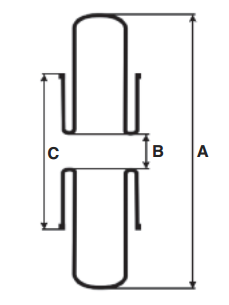
Figura 32 – Envelope-interno-externo-esquematico.png”]Fig. 32 – Sistema convencional, com envelope exterior e interior (esquemático). Cortesia Italmatic, S.r.l, Milão, Itália
Neste conjunto é então aplicada uma manga de escape (muitas vezes substituída por uma simples tira de tecido), que é uma peça em borracha, com caneluras, o que vai permitir a sucção de todo o ar que exista entre o pneu a vulcanizar e o sistema de envelopes exterior e interior.
O envelope exterior, de tamanho adequado à medida do pneu, é montado num abridor de envelopes, o qual realiza a sua abertura (Figura 33) e permite a introdução do pneu a vulcanizar, com o auxílio de um pequeno garibaldi. Os abridores podem ser verticais ou horizontais; o que é mostrado na figura precedente é do tipo horizontal.

Figura 33 – Abridor de envelopes e sua colocação no pneu a vulcanizar
Cortesia Italmatic, S.r.l, Milão, Itália
Com o envelope aberto, é introduzido o pneu a vulcanizar, tendo já devidamente posicionada a manga de escape (ou a tira de pano) atrás referida, que terá de ficar devidamente centrada relativamente à válvula do envelope. Então é montado o envelope interior de dimensão adequada ao pneu a vulcanizar, sobre uma mesa adequada para o efeito (Figura 34). Estas mesas servem também para montar e desmontar envelopes (interiores e exteriores).
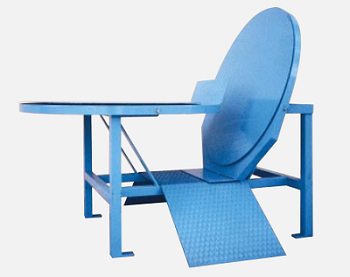
Figura 34 – Mesa para montagem e desmontagem de envelopes. Cortesia Italmatic, S.r.l, Milão, Itália
Uma vista do conjunto já completamente montado é mostrado na Figura 35.
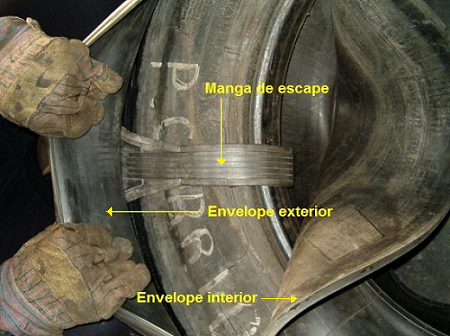
Figura 35 – Vista do conjunto envelope interior, manga de escape e envelope exterior já montados num pneu a vulcanizar.
Após ser completada a montagem, a válvula do envelope exterior é ligada ao sistema de vácuo e efectuada a extracção do ar existente entre o pneu a vulcanizar e o sistema de envelopes exterior e interior, o qual funciona com uma câmara de vácuo (Figura 36). Se necessário, o envelope exterior é ajustado e afagado ao rebordo do envelope interior, de forma a facilitar-se o fecho da câmara de vácuo.

Figura 36 – Conjunto pneu-envelope interior-envelope exterior sob vácuo
O pneu assim preparado está pronto para ser montado na autoclave de vulcanização.
Sistema com Envelope Exterior e Aros
Neste sistema alternativo é apenas utilizado o envelope exterior, o qual é fixado por dois aros (um de cada lado) (Figura 37).

Figura 37 – Conjunto pneu, envelope exterior e aros
É montado o envelope exterior da forma habitual, não esquecendo a colocação da manga de escape em posição centrada com a válvula do envelope. Para que se forme uma câmara de vácuo é necessário apertar o bordo do envelope contra a zona baixa do pneu, junto ao talão, o que é conseguido com o auxílio de um aro, o qual é apertado por meio de um dispositivo constituído por maxilas e parafusos. Após esta operação, é aplicado o vácuo na válvula do envelope, tal como no processo anterior.
Sistema Pneu Montado em Jante, Com Saco de Vulcanização e Envelope Exterior Fixado por Aros
Neste sistema é utilizado um envelope exterior, um saco de vulcanização, uma jante constituída por duas meias-jantes e dois aros (Figura 38).

Figura 38 – Conjunto Pneu com jante, saco de vulcanização, envelope exterior e aros
É montado o envelope exterior da forma habitual, não esquecendo a colocação da manga de escape em posição centrada com a válvula do envelope. Depois, no interior do pneu é montado um saco de vulcanização de dimensão adequada ao pneu a vulcanizar, de modo que a válvula deste saco fique em posição diametralmente oposta à da válvula do envelope.
Num dispositivo de montagem (Figura 39) é colocada a meia-jante inferior e um aro e sobre este conjunto é colocado o pneu/envelope/saco de vulcanização, tendo o cuidado de fazer coincidir a válvula do saco de vulcanização com o respectivo alojamento na semi-jante inferior. Depois é colocado um segundo aro e finalmente a meia-jante superior, a qual é fixada à meia jante inferior por um sistema mecânico de fixação rápida.

Figura 39 – Máquina para montar e desmontar jantes
Cortesia Italmatic, S.r.l, Milão, Itália
Este conjunto está então pronto para ser instalado na autoclave de vulcanização. Na Figura 40 mostram-se os componentes do sistema de jante e aros.

Figura 40 – Jante (em duas partes) e aro.
Cortesia Italmatic, S.r.l, Milão, Itália
Nesta operação de montagem de envelopes, qualquer que seja o sistema seguido, devem ser aplicadas na parede lateral do pneu, no local apropriado, as inscrições obrigatórias. Estas podem ser aplicadas com o auxílio de uma chapa gravada, que contém os caracteres e números a inscrever, que é aplicada no local apropriado e sobre uma película de borracha crua (colocada sobre uma zona previamente limpa, raspada e com cola) ou com etiquetas de borracha previamente preparadas.
Vulcanização
A vulcanização de pneus recauchutados a frio processa-se em autoclaves (Figura 41). As autoclaves utilizadas neste processo de recauchutagem são recipientes construídos em aço, de forma cilíndrica e horizontais, hermeticamente fechados, que são aquecidos com vapor de água ou com termofluido, de forma indirecta, através de um sistema de permutadores de calor, ou ainda insuflando ar que é aquecido electricamente.

Figura 41 – Autoclave para vulcanização de pneus recauchutados a frio.
Cortesia Italmatic, S.r.l, Milão, Itália
Como a vulcanização se processa sob pressão de ar (5,5 a 6 bar), a autoclave deve possuir a resistência mecânica necessária para suportar esta pressão. Numa das extremidades do corpo cilíndrico existe uma porta, que permite o acesso ao interior da autoclave e a carga e descarga dos pneus. No lado interior, no outro extremo, existe um sistema de permuta de calor, aquecido com vapor de água ou com termofluido. As correntes de convecção, forçadas por um ventilador, aquecem o ar e os pneus que se encontram no interior da autoclave. Como características principais destes equipamentos temos:
Características dimensionais:
- Diâmetro interior (define o diâmetro máximo dos pneus a vulcanizar);
- Comprimento útil do corpo cilíndrico (define o número máximo de pneus a vulcanizar).
Características técnicas:
- Pressão máxima de serviço (bar) (timbre);
- Pressão de ensaio (bar) (relacionada com a pressão máxima: Pensaio = 1,5 x Pmáxima;
- Temperatura máxima de serviço (ºC);
- Pressão interna do pneu (bar);
- Pressão de enchimento da autoclave (bar);
- Volume (dm3);
- Ventilador interior;
- Consumo máximo de vapor (kg/h);
- Consumo de vapor em regime (kg/h);
- N.º de ligações para pneus (pode ser de 4, 6, 12 e 20 pneus, e depende do comprimento da autoclave, como atrás referido);
- Controlos instalados:
- Manómetros do sistema DPC (Differential Pressure Control): com escala -1 a 9 bar (tantos quanto o número de pneus a vulcanizar);
- Manómetros do sistema com jante: com escala 0-16 bar (tantos quanto o número de pneus a vulcanizar);
- Manómetro da pressão interna da autoclave: com escala 0-16 bar;
- Termómetros: digitais e/ou analógicos, podendo medir temperaturas entre 0 e 200ºC;
- Temporizador;
- Registador de temperatura, de pressão interna e da pressão diferencial.
O processo de vulcanização é ligeiramente diferente, de acordo com os sistemas de montagem de envelopes descritos atrás.
Sistema Envelope Exterior/Envelope Interior
Os pneus são montados sucessivamente no suporte da autoclave, ligando a válvula do envelope exterior à correspondente mangueira de ligação ao sistema de vácuo, já com a bomba de vácuo ligada (Figura 42).

Figura 42 – Pneus montados na autoclave. São visíveis as ligações ao sistema de vácuo.
No termo da montagem dos pneus a porta da autoclave é fechada e dá-se início ao ciclo de vulcanização, começando por ligar o aquecimento da autoclave e a entrada de ar comprimido.
Na fase de aquecimento e de pressurização da autoclave, quando a pressão desta atingir um valor de 2,5 a 3 bar, as válvulas do sistema de vácuo relativas a cada pneu são fechadas automaticamente e a bomba de vácuo é desligada. Então, é activado o sistema DPC, e no interior de cada envelope é criada uma pressão (de ar comprimido). O valor da pressão diferencial é de cerca 1,5 a 2 bar.
No termo do tempo de vulcanização, o aquecimento é desligado e aberta a válvula para descarga do ar quente para a atmosfera. Depois de decorridos alguns minutos, a porta da autoclave é aberta e inicia-se a descarga dos pneus vulcanizados.
Depois, são removidos os envelopes e procede-se, com o pneu ainda quente, a uma inspecção rigorosa do seu exterior e do seu interior para detecção de anomalias. Caso sejam detectadas, são assinaladas com giz e enviadas para a zona de Reparações para avaliar da possibilidade da sua correcção. Os pneus vulcanizados sem anomalias são encaminhados para a área de Inspecção Final.
Sistema Com Envelope Exterior e Aros
O procedimento, neste caso, é em tudo semelhante ao descrito no caso anterior.
Sistema Com o Pneu Montado em Jante, Com Saco de Vulcanização e Envelope Exterior Fixado por Aros
Os pneus são montados, sucessivamente, no suporte da autoclave, e as válvulas dos envelopes exteriores são ligadas às correspondentes mangueiras de ligação do sistema de vácuo, já com a bomba de vácuo ligada; as válvulas dos sacos de vulcanização são ligadas às correspondentes mangueiras da linha de ar comprimido. O redutor de pressão desta linha deve garantir uma pressão de cerca 7 bar no interior dos sacos de vulcanização.
No termo da montagem dos pneus a porta da autoclave é fechada e dá-se início ao ciclo de vulcanização, começando por ligar o aquecimento da autoclave e a entrada de ar comprimido. A pressão de ar comprimido na autoclave deve ser da ordem de 5,5 a 6 bar. Quando a pressão da autoclave atingir o valor de 2,5 a 3 bar, o vácuo é automaticamente fechado e abre-se, também automaticamente, a válvula de ar comprimido que permite estabelecer uma pressão diferencial (DPC) de cerca 1,5 a 2 bar.
No termo do ciclo de vulcanização, desliga-se o aquecimento, fecha-se a válvula de entrada de ar e abre-se a válvula de descarga da autoclave. Depois de decorridos alguns minutos, a autoclave é aberta e são retirados do seu interior os pneus vulcanizados, desligando-se sucessivamente todas as mangueiras que estão ligadas aos sacos de vulcanização e aos envelopes exteriores.
Em seguida, procede-se à desmontagem das jantes, sacos de vulcanização e envelopes exteriores e com o pneu ainda quente, deve proceder-se a uma inspecção rigorosa do seu exterior e do seu interior, para detecção de eventuais defeitos. Caso sejam detectadas anomalias, estas são assinaladas com giz e os pneus enviados para a zona de Reparações para avaliar da possibilidade da sua correcção. Encaminhar os pneus vulcanizados sem anomalias para a área de Inspecção Final.
A Vulcanização com DPC
A vulcanização com DPC (controlo de pressão diferencial – differential pressure control) veio substituir o processo de vulcanização clássico neste tipo de recauchutagem. No processo clássico, o vácuo era mantido entre os envelopes (exterior e interior) e o pneu, durante todo o ciclo de vulcanização. Esta técnica originava deslocamentos da borracha de ligação junto dos ombros para a parede lateral e na base do piso pré-vulcanizado, para as zonas de menor espessura e até deslocamentos de blocos do piso pré-vulcanizado (Figura 43).
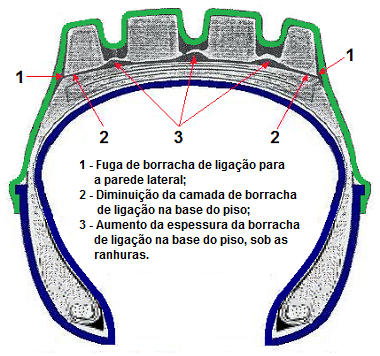
Figura 43 – Problemas decorrentes da vulcanização sem DPC (esquemático).
A substituição do vazio por uma ligeira pressão sob os envelopes praticamente elimina os fluxos indesejáveis de borracha, mantendo-se durante a vulcanização uma pressão da ordem dos 3,5 a 4,5 bar do piso sobre a carcaça, pressão suficiente para a obtenção de uma boa ligação das borrachas.
Terminada a operação de Vulcanização, qualquer que seja o processo utilizado, o responsável deve preencher a Ficha de Identificação do Pneu, indicando eventuais aspectos relevantes que tenham ocorrido durante a operação realizada e os resultados das suas observações, anotando nomeadamente se foram detectados defeitos que necessitem de posterior reparação. O pneu vulcanizado é então enviado para a área de Reparações (se for o caso) ou para a área de Inspecção Final.
À operação de Vulcanização deve corresponder uma Instrução de Trabalho, onde estejam bem definidas todas as tarefas a executar, as condições operacionais a utilizar e os controlos e observações a efectuar (Plano de Controlo). O responsável por esta operação deve conhecer bem todos os tipos de defeitos que podem surgir nesta fase do processo, os quais devem estar devidamente especificados em documentação que deve consultar sempre em caso de dúvida.
Os requisitos observados na operação de Vulcanização correspondem aos parágrafos Nº 6.6.5 a 6.6.7 do Regulamento ECE/ONU 108 e aos parágrafos Nº 6.4.6 a 6.4.7 do Regulamento ECE/ONU 109.
