Navegação:
Grosagem de Carcaças
A Grosagem de Carcaças (também muitas vezes designada por Raspagem de Carcaças) é a operação que tem por fim remover o piso ainda existente, original ou da recauchutagem anterior (em pneus para veículos de mercadorias – mais de 3500 kg – pesados de passageiros e seus reboques).
O operador de grosagem deve, no início da operação, proceder a uma inspecção sumária da carcaça, para detectar eventuais danos não observados na operação anterior (Inspecção de Carcaças) e que necessitem de reparação ou que impliquem a rejeição da carcaça.
Os equipamentos onde é efectuada esta operação são as chamadas grosadoras ou raspadores e existem variados modelos, mais ou menos automatizados e assistidas ou não por computadores.
A Figura 10 mostra uma grosadora automática computorizada, que se destina a grosar pneus para jantes de 12” a 16”. A máquina dispõe de controlo numérico regulável para diferentes tipos de perfil de grosagem.

Figura 10 – Máquina de grosar automática e computorizada
Cortesia Italmatic, S.r.l, Milão, Itália
A operação de raspagem encerra aspectos que são muito críticos para uma boa recauchutagem. Tais aspectos são o perfil de grosagem e a espessura de borracha acima das cintas, esta devidamente regulamentada (§6.6.8, do Regulamento ECE/ONU 108 e §6.4.8 do Regulamento ECE/ONU 109) – Figura 11 e Quadro 3.
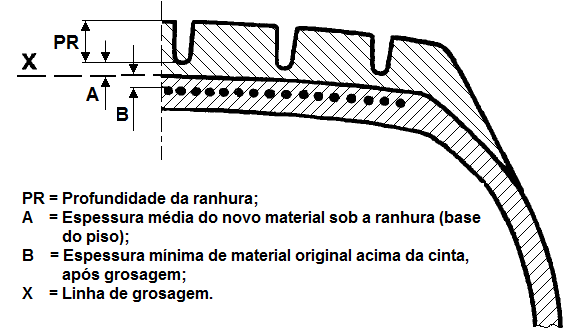
Figura 11 – Espessuras de borracha acima das cintas
| Quadro 3 – Espessuras de borracha acima das cintas | ||||
|---|---|---|---|---|
| Espessuras, mm | Pneus para automóveis ligeiros de passageiros e seus reboques | Pneus para automóveis de mercadorias, pesados de passageiros e seus reboques | ||
| Pneus Diagonais | Pneus radiais e pneus cintados | Pneus Diagonais | Pneus Radiais | |
| A | ≥2 | ≥1 | ≥2 | ≥2 |
| B | ≥0 e ≤3 | ≥0,5 e ≤4 | ≥0,8 e ≤11 | ≥0 e ≤11 |
| A + B | ≥2 e ≤5 | ≥1,5 e ≤5 | ≥3 e ≤13 | ≥3 e ≤13 |
Como se referiu, as máquinas de grosagem automáticas dispõem de controlo numérico regulável para diferentes tipos de perfil de grosagem. Bastará introduzir a dimensão do pneu e a máquina automaticamente grosará o pneu com o perfil adequado ao processo de recauchutagem utilizado. Nalgumas dimensões, o perfil de grosagem do pneu pode mesmo variar de fabricante para fabricante.
Quando o recauchutador não dispõe de equipamentos deste tipo e para obtenção de um nível constante de qualidade, devem ser utilizados escantilhões (regra geral metálicos), para controlo do perfil de grosagem (Figura 12).
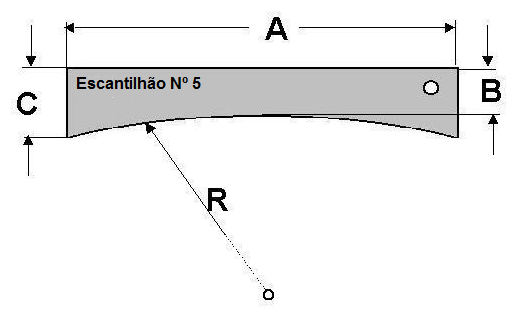
Figura 12 – Escantilhão para verificação do perfil de grosagem
No Quadro 4 são indicadas a título exemplificativo, as dimensões para uma colecção de 17 escantilhões.
| Quadro 4 – Escantilhões para verificação dos perfis de grosagem (Exemplificativo) | ||||
|---|---|---|---|---|
| Nº | Dimensões em mm | |||
| R | A | B | C | |
| 1 | 255 | 225 | 25 | 51 |
| 2 | 305 | 225 | 25 | 47 |
| 3 | 355 | 235 | 25 | 45 |
| 4 | 405 | 240 | 25 | 43 |
| 5 | 460 | 290 | 25 | 48 |
| 6 | 510 | 280 | 25 | 45 |
| 7 | 560 | 340 | 25 | 51 |
| 8 | 610 | 300 | 25 | 44 |
| 9 | 660 | 315 | 25 | 44 |
| 10 | 710 | 300 | 25 | 41 |
| 11 | 760 | 300 | 25 | 40 |
| 12 | 815 | 300 | 25 | 39 |
| 13 | 865 | 300 | 25 | 38 |
| 14 | 915 | 365 | 25 | 43 |
| 15 | 1015 | 365 | 25 | 42 |
| 16 | 1270 | 365 | 25 | 38 |
| 17 | 1420 | 365 | 25 | 37 |
As máquinas de grosagem automáticas computorizadas possuem sensores que medem a espessura de borracha acima da última cinta de aço com bastante rigor; é assim fácil para o recauchutador cumprir os requisitos atrás referidos. Os recauchutadores que executam a grosagem em máquinas sem estes equipamentos de medida podem adquirir aparelhos para efectuar a medição da espessura de borracha acima das cintas, como se mostra na Figura 13. Este tipo de aparelhos utiliza, por regra, técnicas de ultra-sons.
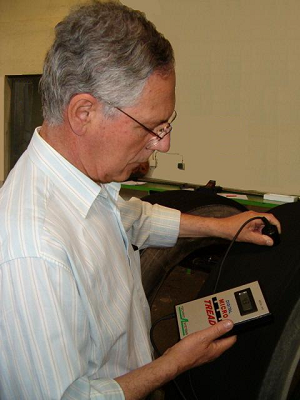
Figura 13 – Aparelho para medição da espessura de borracha
Recomenda-se efectuar as medições em pelo menos nove pontos distribuídos em três linhas imaginárias, distanciadas sensivelmente de 120º (linhas A, B e C), no perímetro da carcaça (Figura 14), e efectuar o registo dessas medições em impresso próprio e juntá-lo à Ficha de Identificação do Pneu.
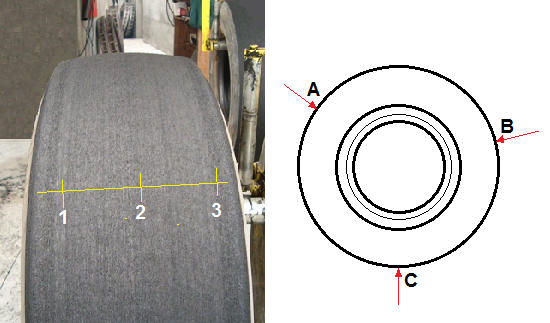
Figura 14 – Pontos de medição de espessura de borracha sobre as cintas
A operação de Grosagem de Carcaças deve estar definida numa Instrução de Trabalho. O operador de grosagem deve dispor também das especificações que estabelecem os parâmetros de grosagem e os controlos a efectuar (Plano de Controlo).
Os controlos a efectuar no termo desta operação, que dependem do tipo de máquina de grosagem utilizada são, geralmente, os seguintes:
- O perímetro (ou diâmetro de grosagem;
- A largura da grosagem;
- O perfil de grosagem;
- A textura de grosagem;
- A espessura de borracha que resta por cima da última tela ou cinta.
Destes elementos é de capital importância, no caso de carcaças que vão ser vulcanizadas pelo processo a quente, o perímetro (ou diâmetro), determinante na definição da espessura de piso perfilado a aplicar com um determinado molde.
O operador de grosagem deve também, no termo da operação, inspeccionar de novo a carcaça para detectar eventuais danos, ou já existentes ou provocados na operação de grosagem (separações, cortes, penetrações, desgaste ou raspagem excessiva). É tolerada uma deterioração devido à grosagem, localizada na cinta ou na sua tela de protecção (se existir); mas, se os danos forem mais importantes, que impliquem a remoção parcial ou total da cinta ou a eliminação da sua tela de protecção, a carcaça deve ser rejeitada. Deve assinalar com giz, na parede lateral, as áreas que necessitem de reparação, com os respectivos símbolos. A carcaça deve ser rejeitada se apresentar danos não reparáveis.
Por esta razão, o responsável por esta operação deve conhecer bem os critérios de rejeição de carcaças, no que diz respeito a danos não reparáveis. Para o efeito, deve ter ao seu dispor as especificações que os definem para os Regulamentos ECE/ONU 108 ou ECE/ONU 109, para que os consulte em caso de dúvida.
Terminada a grosagem da carcaça, o responsável pela operação deve preencher a Ficha de Identificação do Pneu, mencionando também os resultados obtidos nas operações de controlo efectuadas. A carcaça é então enviada para a operação seguinte (Limpeza da carcaça).
À operação de Grosagem de Carcaças deve corresponder uma Instrução de Trabalho, onde estejam bem definidas as tarefas a executar. Por outro lado, o responsável por esta operação deve conhecer bem os critérios de rejeição de carcaças, no que diz respeito a danos não reparáveis. Para o efeito, deve ter ao seu dispor as especificações que os definem para os Regulamentos ECE/ONU 108 ou ECE/ONU 109, para que os consulte em caso de dúvida e o já referido Plano de Controlo.
Os requisitos observados nesta operação correspondem aos parágrafos Nº 6.5 e 6.6.8 do Regulamento ECE/ONU 108 e aos parágrafos Nº 6.3 e 6.4.8 do Regulamento ECE/ONU 109.
