O Processo de Mistura
O processo de mistura em misturadores abertos pode ser efectuado de uma forma relativamente uniforme, se para tal o operador dispuser de um relógio e de um programa de mistura, onde se encontrem indicados os tempos e sequência de adição dos vários ingredientes e o número e tipo dos cortes a efectuar.
Também é necessário que o misturador disponha de um eficiente sistema de arrefecimento, de modo que, na sequência de mistura de várias cargas, a temperatura dos rolos não suba progressivamente, de forma não controlada. Embora em composições de borracha sintética os tempos e as temperaturas de mistura não sejam tão críticos, em composições com base em borracha natural, as variações no tempo e na temperatura de mistura introduzem grandes variações na viscosidade do composto final e variações nas propriedades do composto não vulcanizado e vulcanizado.
O que muitas vezes acontece na prática, é os processos de mistura serem levados a cabo de forma mais ou menos empírica, com adições de ingredientes feitas em qualquer momento e sem ordem definida, tudo um pouco baseado na inspiração momentânea do operador, do que resulta um processo com maior ou menor duração de tempo e um composto com apreciáveis variações de qualidade.
Num processo de mistura minimamente controlado, devem estar definidos, para além do tamanho da carga:
- Temperatura dos rolos;
- Afastamento dos rolos e tempos;
- Ordem e tempos de adição dos ingredientes;
- N.º, tipo e tempos dos cortes a efectuar,
que são, afinal, as variáveis do processo.
Temperatura dos rolos
Deve ser regulada mediante a circulação de água, para arrefecimento, ou de vapor de água, para aquecimento. Para controlo da temperatura, o operador deve dispor de um termómetro de contacto de tipo adequado (pirómetro).
Afastamento dos rolos
A abertura deve ser regulada de acordo com a fase da mistura. No início da mistura os rolos devem estar apertados, de forma a laminar os pedaços de borracha (natural ou sintética). Após esta fase, os rolos devem ser abertos ligeiramente e a borracha deve ser trabalhada até à formação de uma manta contínua sobre os rolos e de um banco de borracha, entre eles. Com o início da adição dos diversos ingredientes, a abertura entre os rolos deve ser aumentada progressivamente, de modo a manter-se um banco de borracha com um volume não muito grande, uma vez que, quanto maior for o volume do banco, menos material estará em processo efectivo de mistura.
Ordem de adição dos ingredientes
A borracha (natural ou sintética) é sempre o primeiro ingrediente a adicionar. Alguns tipos de borracha devem sofrer uma operação de plastificação. Esta consiste numa degradação (mecânica e/ou química) das cadeias moleculares, que retira à borracha o chamado nervo e lhe diminui, em consequência, a viscosidade. Nestas condições, a borracha pode formar uma banda contínua e está apta a incorporar os restantes ingredientes.
Após a formação de uma banda contínua, inicia-se a adição dos vários ingredientes de mistura, começando-se pelas cargas e pelos plastificantes, os quais devem ser adicionados em simultâneo – assim é aproveitada a capacidade da carga de absorver óleo, tornando-se mais fácil a incorporação destes dois ingredientes.
Incorporada a carga e o plastificante, são incorporados os restantes ingredientes, tais como óxido de zinco, ácido esteárico, antioxidantes, antiozonantes, aceleradores e retardadores de vulcanização, pigmentos corantes, etc.
Finalmente, deve ser adicionado o enxofre, dadores de enxofre ou outros agentes de vulcanização.
No caso de misturas à base de borracha nitrílica, o enxofre deve ser o primeiro ingrediente a adicionar à borracha, logo que esta forme uma banda contínua. Esta adição prematura deve-se ao facto da de ser muito difícil a dispersão do enxofre neste tipo de borracha sintética.
Número, tipo e tempo dos cortes a efectuar
Para um processo uniforme de mistura, no decurso da operação devem ser efectuados vários tipos de cortes:
- Corte parcial da banda de borracha que cobre o cilindro, sem formar rolo;
- Corte parcial da banda que cobre o rolo, com formação de um rolo, que depois é recolocado sobre o cilindro, na posição perpendicular ou paralela ao eixo dos rolos.
- Corte total da banda que cobre o cilindro, que cai para o tabuleiro; a manta de borracha é depois recolocada no cilindro, que a arrasta até formar nova banda;
No processo de mistura, estes cortes são a seu tempo efectuados, de forma a facilitar a incorporação total de ingredientes e a aumentar o seu grau de dispersão.
Ciclo de mistura
A sequência, temperatura e duração do ciclo de mistura de um determinado composto depende de:
- Tipo de ingredientes;
- Sua forma física: sólidos (sob a forma de pó, granulado ou peletes), ou líquidos, mais ou menos viscosos;
- Suas propriedades físicas (temperatura de fusão, temperatura de decomposição, etc.);
- Suas proporções no composto;
- Seu efeito no composto.
A sequência, temperatura e duração do ciclo de mistura de um determinado composto depende também de:
- Tamanho da carga, para um determinado tipo de misturador aberto;
- Velocidade de rotação dos rolos (rpm);
- Relação de fricção.
Para um determinado tipo de composto, a ser misturado num misturador aberto de determinadas características e admitindo que o tamanho da carga é o recomendado, o ciclo de mistura é estabelecido tendo em vista obter um composto homogéneo e com um grau de dispersão aceitável, no mais curto período de tempo possível. A optimização do ciclo de mistura é uma tarefa de natureza experimental. A rapidez no estabelecimento do ciclo óptimo depende, em grande parte, da experiência do técnico responsável. Uma vez definido, o ciclo de mistura deve ser respeitado pelos diversos operadores, de forma que as cargas produzidas por diferentes operadores apresentem a menor dispersão de propriedades possível.
Vejamos agora um ciclo de mistura típico para o composto de borracha para solas, já apresentado no Quadro 1 (ver A Operação de Mistura), que vai ser misturado num misturador aberto com as dimensões 450x450x1200 mm. O volume da carga é de 23,0 litros, a que corresponde um peso da carga de cerca 26,5 kg. No Quadro 3 indicam-se as quantidades dos vários ingredientes (quantidades calculadas e arredondadas), para este novo tipo de misturador.
| Quadro 3 – Composto para solas de cor azul claro | |||
|---|---|---|---|
| Ingredientes | PHR | Carga calculada, kg | Carga com arredondamentos, kg |
| SBR 1502 | 100,0 | >16,300 | 16,300 |
| Sílica precipitada | 37,5 | >6,113 | 6,100 |
| Óleo nafténico | 6,0 | >0,978 | 1,000 |
| Óxido de zinco | 4,0 | >0,652 | 0,650 |
| Ácido esteárico | 1,5 | >0,245 | 0,245 |
| Polietileneglicol 4000 | 2,8 | >0,456 | 0,455 |
| Cera de protecção | 1,0 | >0,163 | 0,165 |
| Dióxido de titânio | 5,0 | >0,815 | 0,815 |
| Pigmento corante azul | 0,3 | >0,049 | 0,049 |
| MBTS | 1,4 | >0,228 | 0,228 |
| TMTD | 0,7 | >0,114 | 0,114 |
| ZDBC | 0,3 | >0,049 | 0,049 |
| Enxofre | 1,8 | >0,293 | 0,293 |
| Total | 162,3 | >26,455 | 26,463 |
| Nota:
Factor de conversão: 26,5/162,3 = 0,163 |
|||
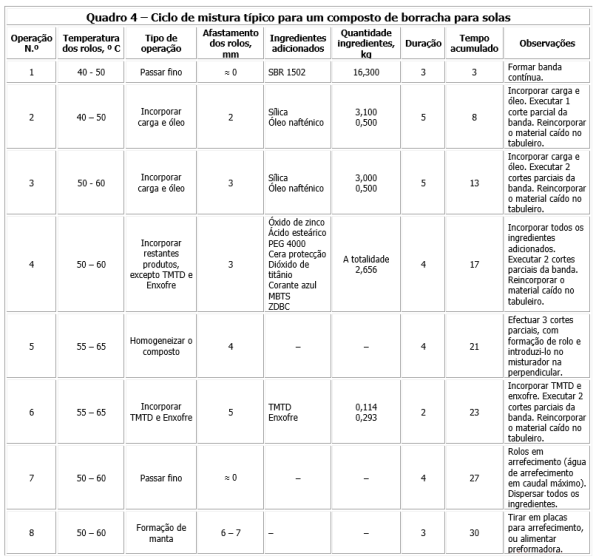
No Quadro 4 é apresentado o ciclo de mistura típico.