Vulcanizaciones Equivalentes
El proceso de vulcanización llevado a cabo en un reómetro se puede considerar un proceso de vulcanización isotérmico. Lo mismo no pasa en la generalidad de los procesos de vulcanización industrial de los más variados tipos de artefactos.
El proceso de obtención de artefactos de caucho por moldeo es un buen ejemplo de que decimos. El caucho, casi siempre a la temperatura ambiente, se coloca en el molde calentado. Después de cerrado el molde y la prensa, el compuesto de caucho (les recordamos que es un malo conductor de calor), recibe calor de las paredes del molde (y este recibe el calor que le es transmitido, por conducción, por las platinas de la prensa) y va subiendo lentamente su temperatura. Tan solo al final de algún tiempo, la temperatura de la parte central del artefacto iguala la temperatura del molde. ES claro que tenemos acá un proceso de vulcanización no isotérmico. El proceso de vulcanización va evolucionando en toda la masa del caucho, pero en un determinado momento t, las velocidades de vulcanización son distintas de un punto al otro, considerados en la masa de caucho y de las temperaturas a que se encuentran esos mismos puntos.
Para que todo el artefacto logre, en toda su masa, un estado de vulcanización muy similar se hace necesario aplicar un tiempo de vulcanización equivalente al tiempo de vulcanización isotérmico obtenido, por ejemplo, en un reómetro. Para obtención de este tiempo de vulcanización equivalente es necesario determinar la evolución de temperaturas en el artefacto, con particular atención para el punto cuya vulcanización sea la más crítica -normalmente en uno de los puntos más alejados de la fuente de calor (Figura 24).
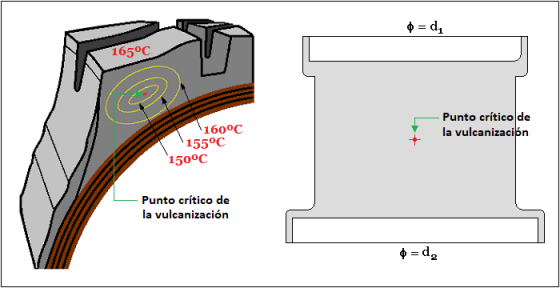
Figura 24 – Puntos críticos de vulcanización en un neumático (llanta) relativamente grueso y pieza con espesores variables
El Tiempo Equivalente de Vulcanización, teq, es obtenido por la expresión (13):
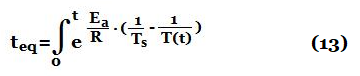
En la cual:
- t – el instante en el ciclo de vulcanización, minutos,
- e – base de logaritmos naturales,
- Ea – La energía de activación del compuesto de caucho, Joule/mole,
- R – Contante de los gases perfectos (R = 8.31446 Joule/K.mole),
- Ts – Temperatura de referencia, K,
- T(t) – temperatura en el instante t, K.
La solución de este integral es la siguiente:
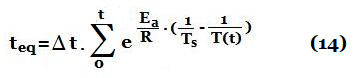
En la cual:
- Δt – período de tiempo de registro de la temperatura, minutos.
El período de registro de la temperatura, en minutos, depende del tipo de artefacto, especialmente de su volumen y de la dimensión crítica para la vulcanización. Los períodos de tiempo normalmente utilizados son indicados en la Tabla 7.
Tabla 7 – Períodos de registro de temperatura (Δt, minutos) |
||
|
Tipo de artefacto |
Vulcanización en prensa |
Vulcanización en autoclave |
| Artefactos no muy gruesos y neumáticos para vehículos de pasajeros |
1 – 2 |
5 – 10 |
| Artefactos de grosor mediano y neumáticos de camión |
3 – 6 |
10 – 15 |
| Artefactos muy gruesos y neumáticos de OTR (off-the-road) |
15 – 30 |
15 – 30 |
Para la determinación del tiempo equivalente de vulcanización, en un proceso no isotérmico, es necesario conocer la evolución de la temperatura en algunos puntos del artefacto de caucho, a saber, en su punto más crítico. Para el efecto, se utiliza uno o más termopares, correctamente posicionados en el artefacto y hacer un ciclo de vulcanización, recibiendo y registrando, continua o intermitentemente, los valores de temperatura (más correctamente, los valores correspondientes al mini voltaje creada en el termopar).
En la Figura 25 se enseña el esquema de circuito utilizado, para medición de la señal enviada por el termopar, en milivolts.
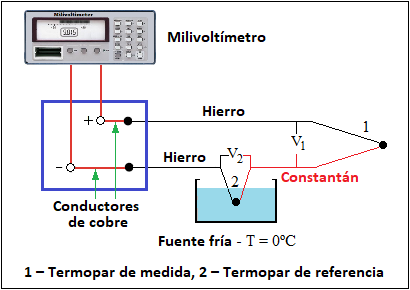
Figura 25 – circuito básico para la lectura de la señal (mV) fornecido por el termopar
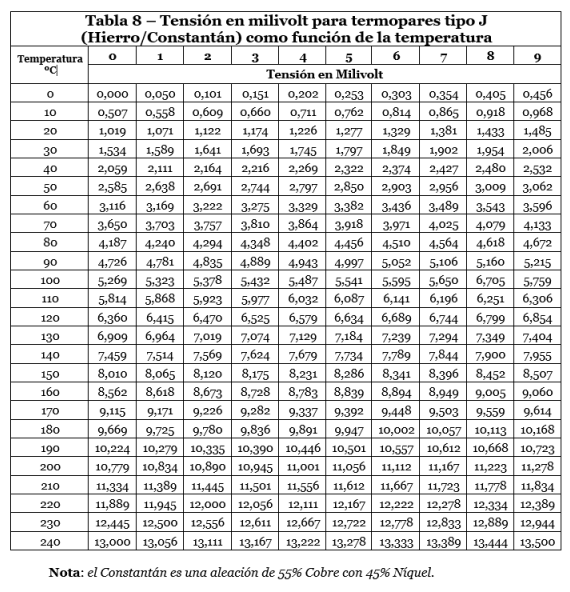
En la Tabla 8 se indican las tensiones, en milivolt, para temperaturas entre 0°C y 249°C, para termopares tipo J (Hierro/Constantán) comúnmente utilizados.
La verificación de la evolución de la temperatura en un ciclo de vulcanización, por medio de termopares, puede ser también aplicada al análisis de fenómenos térmicos que ocurren en la superficie del molde que está en contacto con el artefacto que se está vulcanizando. O en las platinas de la prensa, para checar si la distribución de temperaturas es uniforme o presenta diferencias significativas, que puedan afectar, negativamente, el proceso de vulcanización. Es un análisis útil que puede originar algunas mejoras.
Ahora vamos a ver como se determinan los tiempos equivalentes de vulcanización, con el auxilio de la Tabla 6.
Las características reométricas del compuesto de caucho se deben determinar a la Temperatura de Referencia, que aceptamos ser de 150°C. Se debe entonces determinar el valor de t90 (minutos), este valor, obtenido en condiciones aproximadamente isotérmicas, corresponde al tiempo de vulcanización optima a 150°C.
Determinación de tiempos de vulcanización equivalentes en condiciones isotérmicas
La Tabla 6 se puede utilizar para determinación de tiempos equivalentes de vulcanización térmica o otras temperaturas.
1º Ejemplo
Un determinado compuesto de caucho tiene un t90 = 11 minutos a 150°C, y una Energía de Activación de 107,000 Joules/mole. Se Pretende saber cuál es el tiempo de vulcanización equivalente a 135°C.
En la Tabla 6 se ve que la Energía de Activación de 107.000 Joules/mole es sensiblemente la mediana de los valores 103,336 J/molde (TC = 2.0) y 110,609 J/mole (TC = 2.1). El valor medio de estas energías de activación es de 106,972.5. El compuesto tendrá un TC ≈ 2.05 y el factor a considerar es de 0.340+0.315) / 2 = 0.3275. Redondeamos para 0.328, ya que también Ea = 107,000, un poco por encima del valor medio. Así, el tiempo equivalente de vulcanización a 135 °C es de (1/0.328) x 11 = 33.5 minutos.
2º Ejemplo
Para el mismo compuesto de caucho, determinar el tiempo de vulcanización equivalente a 175°C. Para TC = 2.05, tenemos el factor (5.153 + 5.783) / 2 = 5.468. Así el tiempo equivalente de vulcanización a 175°C es de (1/5.468) x 11 = 2.0 minutos.
Determinación de tiempos de vulcanización equivalentes en condiciones n0 isotérmicas
En este caso tendremos de proceder a la determinación con el termopar, colocado en el punto crítico de la vulcanización y observar la evolución de la temperatura. En estos casos se considera que, para las temperaturas inferiores a 90°C, la expresión (15):

Resulta en valores muy cercanos a cero.
Vamos a considerar un compuesto de caucho que tiene, a 150°C, un t90 = 12 minutos y que tiene un coeficiente de temperatura TC = 2.1. El artefacto que hay que producir tiene un espesor máximo de 60 mm y se pretende vulcanizar en prensa, a 145°C. Es un artefacto de mediano grosor, vamos a hacer mediciones a intervalos de 5 minutos. En la Tabla 9 indicamos las lecturas hechas (Columnas 1 y 2). En la Columna 3 se indican los factores colectados en la Tabla 6, para las diversas temperaturas, de la columna correspondiente a TC = 2.1.
Tabla 9 – Determinación de tiempos equivalentes de vulcanización: Método del termopar |
|||||
| Columna 1 | Columna 2 | Columna 3 | Columna
4 |
Columna 5 | Columna 6 |
| T, min. | Temp., ºC | Factor
(por min) |
Acumulado | D5 min. | tn + tn+1/2 |
| 0 | 52 | 0 | 0 | 0 | 2,5 |
| 5 | 78 | 0 | 0 | 0 | 7,5 |
| 10 | 90 | 0,006 | 0,006 | 0,030 | 12,5 |
| 15 | 105 | 0,024 | 0,030 | 0,150 | 17,5 |
| 20 | 113 | 0,049 | 0,079 | 0,395 | 22,5 |
| 25 | 117 | 0,070 | 0,149 | 0,745 | 27,5 |
| 30 | 122 | 0,108 | 0,257 | 1,285 | 32,5 |
| 35 | 126 | 0,151 | 0,408 | 2,040 | 37,5 |
| 40 | 130 | 0,210 | 0,618 | 3,090 | 42,5 |
| 45 | 133 | 0,268 | 0,886 | 4,430 | 47,5 |
| 50 | 137 | 0,369 | 1,255 | 6,275 | 52,5 |
| 55 | 139 | 0,432 | 1,687 | 8,435 | 57,5 |
| 60 | 141 | 0,505 | 2,192 | 10,960 | 62,5 |
| 65 | 143 | 0,589 | 2,781 | 13,905 | 67,5 |
| 70 | 144 | 0,636 | 3,417 | 17,085 | 72,5 |
| 75 | 145 | 0,686 | 4,103 | 20,515 | 77,5 |
| 80 | 145 | 0,686 | 4,789 | 23,945 | 82,5 |
En la Columna 4, se indican los factores acumulados, para Δt = 1 min. En la columna 5 tenemos los valores de la Columna 4 multiplicados por 5 (valor del Δt = 5 min). Finalmente, en la Columna 6 se indican los valores de (tn + tn+1)/2 min.
El tiempo óptimo de vulcanización a 150°C es, como lo vimos, de 12 minutos. En la Columna 5 vemos que, a un tiempo de equivalente de 10.960 minutos, corresponde un tiempo de vulcanización en esa prensa y molde a 145°C – que es un tiempo equivalente insuficiente, 13.905 minutos de vulcanización equivalente corresponden a 67.5 minutos de tiempo en esa prensa y molde a 145°C, pero este tiempo equivalente ya es excesivo. Hay que interpolar lo que conduce, para un tiempo correspondiente de vulcanización isotérmica de 12 minutos a 150°C, a un tiempo real de vulcanización no isotérmica de 64.3 minutos en esa prensa y molde con temperatura controlada a 145°C.
En la página Vulcanización de Neumáticos (llantas) presentamos una teoría muy similar, considerando entonces una Energía de Activación de 22,000 cal/mole), una mediana de varios compuestos utilizados en el fabrico de neumáticos. Y se presentan tablas para varias temperaturas de referencia (93 °C, 127 °C y 138 °C) propuestas por la asociación norte americana RMA – Rubber Manufacturer’s Association), temperaturas que se adecuan a los materiales de recauchutado y a los procesos que se aplican. Lo que ahí decimos, en nada choca con lo que aquí se presenta. Ahora, la teoría se presentó más generalizada, válida para aplicaciones a todos los artefactos de caucho.
