Agentes Dispersantes e Lubrificantes Internos
Agentes Dispersantes e Agentes Lubrificantes Internos contribuem, de forma muito análoga, para a dispersão dos vários ingredientes (contribuindo também para a homogeneização do composto de borracha), para a lubrificação das cadeias moleculares e, de um modo geral, para a lubrificação de todos os ingredientes de mistura, diminuindo assim a elevação de temperatura do composto, por via de uma redução do calor desenvolvido por atrito interno.
Com o aumento da mobilidade das moléculas de todos os ingredientes presentes no composto de borracha, diminui também a sua viscosidade, com um consequente aumento na facilidade de processamento e uma maior fluidez nos processos de moldagem. Podem considerar-se aditivos multifuncionais.
A solubilidade dos Agentes Dispersantes e Lubrificantes Internos na borracha é um factor determinante na sua eficácia. São ingredientes, necessariamente, superficialmente activos.
A um Agente Dispersante é exigida uma boa compatibilidade com o tipo de borracha, uma vez que a sua função exerce-se e evidencia-se, na realidade, internamente, na massa de composto.
A compatibilidade do Agente Lubrificante Interno pode não ser completa (pode, por exemplo, ser limitada a um certo nível de dosagem). Pode manifestar uma compatibilidade interna, com um contributo para os efeitos de dispersão e lubrificação atrás descritos.
Uma manifestação da sua não total compatibilidade é um tipo de lubrificação externa, que pode ser mesmo desejável, reduzindo o atrito do composto com os diversos equipamentos nas suas fases de transformação, que se inicia com o processo de mistura, ao qual podem seguir-se operações de calandragem, extrusão, preformação e moldagem – portanto todas as fases de processamento com o composto de borracha em verde (isto é, no estado de não vulcanizado).
Após a vulcanização, essa lubrificação externa pode manifestar-se, por exemplo, numa mais fácil operação de desmoldagem.
Do exposto, pode concluir-se que a acção dispersante é mais importante nas operações de mistura (em misturador interno ou aberto) e nas operações de reaquecimento (geralmente em misturador aberto).
A acção lubrificante interna é sobretudo importante em todas as fases de processamento, desde a operação de mistura até ao processo de moldagem, qualquer que seja o ciclo produtivo seguido, isto é, todas as fases de processamento antes que ocorra a vulcanização.
A acção lubrificante externa pode manifestar-se, como já se referiu, nas operações de desmoldagem, traduzidas por uma maior facilidade na extracção das peças moldadas (menor esforço e tempo mais reduzido) e também numa maior facilidade na limpeza do molde (remoção de rebardas).
Assim, é expectável que, num processo de moldagem:
- A quantidade de peças defeituosas seja reduzido, devido a uma maior fluidez do composto no molde;
- Que a extracção das peças, no termo de cada ciclo de moldagem, seja facilitado, precisamente devido a esse efeito lubrificante, auxiliar de desmoldagem;
- Que a limpeza do molde constitua também uma fase do ciclo de moldagem de maior rapidez e facilidade de execução, permitindo assim uma redução no tempo do ciclo de moldagem;
- Que, em consequência, os ciclos de produção sejam ligeiramente encurtados;
- Que o aspecto superficial das peças seja também melhorado.
Convém assinalar que existem agentes desmoldantes internos específicos, isto é, a sua incorporação no composto visa fundamentalmente obter uma desmoldagem mais fácil e mais rápida dos artefactos vulcanizados.
Deve também chamar-se a atenção para o facto da eficácia dos diversos agentes dispersantes e lubrificantes não ser a mesma nos vários processos de transformação. Essa eficácia é altamente dependente das velocidades de corte (shear rate) que são inerentes ao processo de transformação. As velocidades de corte presentes nos diversos processos são mostradas na Figura 1.
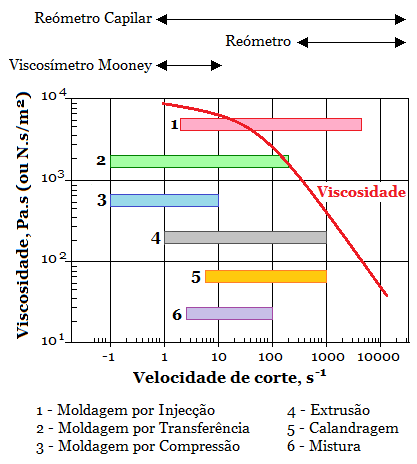
Figura 1 – Velocidades de corte nos vários processos de transformação da borracha
A figura mostra ainda a viscosidade para cada velocidade de corte e também em que gamas de medida actuam os diversos instrumentos de análise reométrica (Viscosímetro Mooney, Reómetro e Reómetro Capilar).
É que um determinado Agente Dispersante/Agente Lubrificante pode ser muito eficaz em operações de moldagem convencional, por compressão, e não ser eficaz num processo de moldagem por injecção. Por esta razão também se aconselha a leitura das respectivas folhas técnicas e seguir muito de perto as recomendações dos fabricantes.
Principais Constituintes destes Aditivos
Este tipo de aditivos é constituído, principalmente, por substâncias das seguintes famílias químicas:
Ácidos gordos ou ácidos carboxílicos
Possuem uma cadeia hidrocarbonada mais ou menos longa (pode conter 4 a 28 átomos de carbono). A cadeia hidrocarbonada pode apresentar algum grau de insaturação e pode possuir ramificações laterais. O grupo carboxilo (−COOH) encontra-se sempre numa posição terminal.
Álcoois gordos
São álcoois alifáticos, geralmente com uma cadeia hidrocarbonada que contém 8 a 22 átomos de carbono e um grupo hidroxilo (−OH) terminal. A cadeia hidrocarbonada pode apresentar algum grau de insaturação e pode possuir ramificações laterais).
Sais de metais ou metais alcalinos de ácidos gordos
Neste grupo de ingredientes são principalmente utilizados os sais de zinco e de cálcio (por exemplo, estearato de zinco e estearato de cálcio).
Ésteres de ácidos gordos
Resultam da reacção de um ácido gordo com um álcool. Os ésteres de ácidos gordos mais utilizados em borracha possuem entre 20 e 34 átomos de carbono.
Amidas de ácidos gordos
Resultam da reacção de ácidos gordos ou ésteres de ácidos gordos com aminas ou mesmo com amónia. Este grupo de ingredientes não é, contudo, muito utilizado na formulação da borracha, a não ser em casos muito especiais (Borrachas do tipo FKM).
Sabões metálicos
Resultam da reacção, em solução aquosa, de um sal de metal alcalino de um ácido gordo – por exemplo, oleato de potássio, com um sal metálico de um ácido inorgânico – por exemplo, cloreto de zinco. Forma-se o sal de zinco do ácido gordo, que precipita e forma-se cloreto de potássio, que se mantém em solução. Os sais de metal alcalino (sódio ou potássio) de ácidos gordos mais utilizados possuem 16 a 18 carbonos, correspondendo, respectivamente, a palmitato de sódio ou potássio (C16), estearato de sódio ou potássio (C17) ou oleato de sódio ou potássio (C18).
Substâncias especiais
Neste grupo de substâncias incluímos as combinações de organo siloxanos, os produtos de condensação de organo siloxanos com derivados de ácidos gordos e as oleamida (amida de ácido oleico).
Actualização em 2021-11-02
