Calçado Vulcanizado Moldado
Existem diversos métodos de moldagem de calçado:
Vulcanização directa sem pressão
Neste método a vulcanização é efectuada em prensas ditas “sem pressão” e é necessário um molde de concepção adequada. Os sapatos de borracha celular (borracha esponjosa), que se tornaram muito populares nas décadas de 50 e 60, eram fabricados por este método. Um exemplo típico deste tipo de calçado é o caso dos chinelos de quarto, com sola de borracha celular e gáspea de material têxtil (Figura 27).
 Fig. 27 – Calçado moldado com sola de borracha (Moldagem em prensa, sem pressão)
Fig. 27 – Calçado moldado com sola de borracha (Moldagem em prensa, sem pressão)O “corte” é confeccionado previamente. Existem basicamente dois tipos de construção do corte (tipos de costura), cuja diferença tem a ver com a forma como posteriormente o corte é montado na forma. Temos o corte do tipo “enformado com colar”, que foi mostrado na Figura 22. Como se pode verificar, existe na periferia da costura da gáspea à palmilha um cordão ou “colar”, de fio com elevada resistência, que é aplicado em máquina de costura especial. Depois de enformar, o corte é bem ajustado à forma, o cordão é bem esticado e finalmente é apertado com um nó.
Num outro tipo de confecção do corte (Figura 28), a gáspea e a palmilha sofrem uma operação de costura em máquina Strobel. Este tipo de confecção obriga que a operação de enformar seja efectuada de forma a “forçar” a montagem do corte na forma; daí a designação de “enformar forçado”.
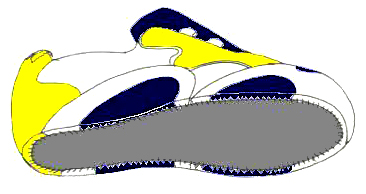 Fig. 28 – Corte para “enformado forçado”
Fig. 28 – Corte para “enformado forçado”Na Figura 29 mostram-se os principais componentes da máquina para fabricar este tipo de sapatos. A estrutura inferior da máquina suporta a base (7), que possui exactamente o perfil da sola e do tacão e os desenhos ou gravações que vão constituir a superfície de desgaste. Esta base possui ainda os limitadores (1), que vão travar o movimento dos anéis (2), que contornam o sapato e formam, verdadeiramente, os laterais do molde. Para facilitar a remoção (desmoldagem) do sapato vulcanizado, estes laterais são divididos longitudinalmente.
A parte superior da máquina suporta a forma (4). A forma é, em geral, constituída por uma peça única; formas articuladas são utilizadas nos casos em que o corte e/ou a sola são mais rígidos. A forma é construída em alumínio. A forma com o corte montado deve ficar perfeitamente ajustada ao bordo do anel (2) em todo o contorno do sapato, de forma a “fechar” a cavidade de moldagem.
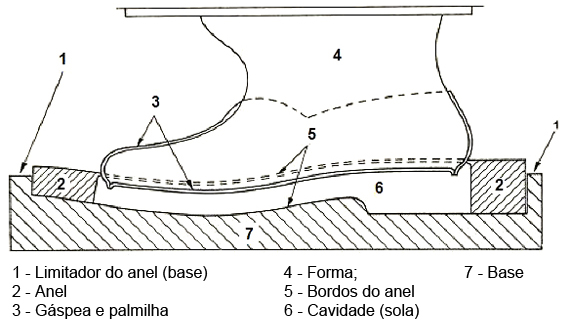 Fig. 29 – Secção transversal de uma prensa sem pressão,
Fig. 29 – Secção transversal de uma prensa sem pressão,para vulcanização directa ao corte
A forma e a base do molde são aquecidas electricamente, por meio de resistências. O molde é normalmente aquecido a 150ºC e a forma a 120-125ºC (no caso de gáspeas de pele, esta temperatura deve ser inferior – 100-105ºC).
Uma preforma de borracha celular, com peso devidamente doseado, é colocada na base do molde, com os laterais já devidamente posicionados. Depois a forma, com o corte devidamente montado, é colocado na posição correcta, bem encostada ao bordo dos anéis. Pela acção do calor a borracha celular expande-se e vai preencher toda a cavidade disponível do molde (6). A borracha celular, enquanto não vulcanizada, é extremamente pegajosa e vai aderir fortemente ao corte. No caso de gáspeas em pele pode ser utilizado um adesivo adequado, para melhor ligação do corte à borracha.
Na zona do tacão é vulgar utilizar-se um enchimento de borracha com cortiça, previamente vulcanizado, de forma a reduzir a espessura do material a vulcanizar e reduzir, por isso, o tempo de vulcanização.
Em sapatos de melhor qualidade, pode ser utilizada uma sola de borracha sólida, com cerca de 2,5 – 3,0 mm de espessura. Esta sola é colocada sobre a base do molde e sobre a sola é colocada a preforma de borracha celular. Normalmente, para um boa adesão da sola, esta é cardada previamente e recebe uma camada de adesivo (cola).
Após a vulcanização são aparadas as rebarbas formadas (se os anéis estiverem bem ajustados ao conjunto forma/corte, quase não deve aparecer qualquer rebarba); no caso de ser utilizada sola de borracha sólida, deve aparar-se o contorno em excesso, já que a sola utilizada deve ser ligeiramente maior que a sola do molde.
Vulcanização directa (VD) com pressão
(também conhecido por processo DV – Direct Vulcanizaion)
Este processo surgiu como um desenvolvimento do processo de vulcanização directa sem pressão e criou, na época, uma verdadeira revolução na produção de calçado. Visto ser um processo menos intensivo em mão de obra, pode dizer-se que este processo suplantou rapidamente os processos de construção manual e de vulcanização em autoclave.
O processo é adequado para a produção de variado tipo de calçado, com gáspea em lona ou em pele, nomeadamente vários tipos de calçado de desporto, calçado casual com sola de borracha e botas. A grande diferença relativamente ao processo anterior é que a sola, em borracha sólida, é moldada sob pressão. Daí que as máquinas utilizadas neste processo de fabrico sejam designadas do “tipo pressão”, para as distinguir das máquinas do outro tipo “sem pressão”).
Este processo consiste na vulcanização directa, em prensa, de uma sola de borracha do tipo sólido num corte previamente confeccionado e que tanto pode ser de lona, de couro artificial ou de couro natural.
Na Figura 30 é mostrada uma representação esquemática de uma máquina deste tipo. Essencialmente, a máquina é constituída por dois pratos – o prato inferior (9), onde é fixado o molde (em alumínio ou aço) e o prato superior (10), onde é fixada a forma (em alumínio ou aço).
O prato inferior é fixo e o prato superior é forçado para baixo por uma força pneumática ou hidráulica. Também o anel ou aro (1) é forçado contra o conjunto forma/gáspea por um sistema de molas helicoidais, devendo proporcionar uma boa vedação, de forma a garantir que a borracha colocada na cavidade (6) seja eficazmente comprimida. O anel é composto de duas metades, que no termo da vulcanização são afastadas, rodando em torno da articulação (4), permitindo uma fácil desmoldagem do sapato vulcanizado.
A pressão de moldagem é, em geral, da ordem de 16 kg/cm2, a temperatura do molde é da ordem dos 150–170ºC e a temperatura da forma é da ordem do 100ºC. Estas máquinas possuem aquecimento eléctrico. O tempo de vulcanização varia entre os 6 minutos e os 15 minutos, dependendo da espessura máxima a vulcanizar e, obviamente, das composições de borracha.
No início da operação é colocado na cavidade da sola (6) a preforma de borracha, a qual deve possuir um volume que garanta o seu completo enchimento; com este procedimento, permite-se que a preforma aqueça, de forma que, ao efectuar o fecho da prensa, a viscosidade do composto de borracha seja menor e permita uma melhor fluidez no molde. Em seguida, fazer girar a forma em torno do eixo (14) de modo a ficar na posição invertida em relação à posição mostrada na Figura 30. Com a forma nesta posição é montado o corte (2), em geral do tipo de “enformado forçado”, e procede-se, manualmente, ao seu correcto posicionamento e ajustamento. Em seguida, a forma á colocada novamente na sua posição normal, e os dois semi-aneis (1) são fechados e travados.
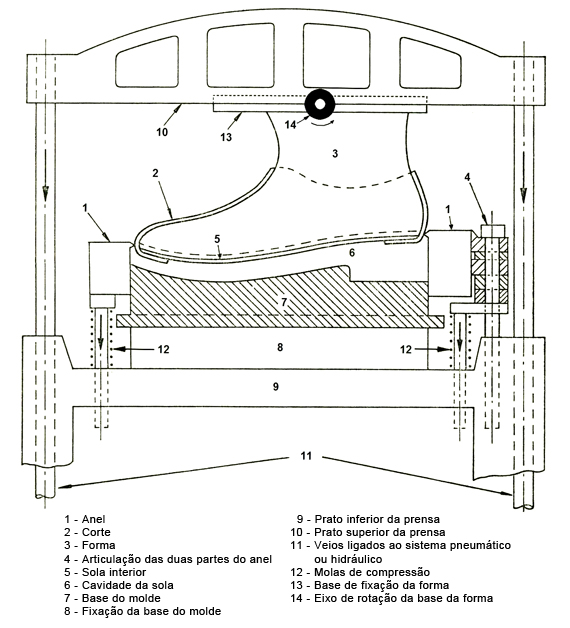 Fig. 30 – Secção transversal de uma prensa com pressão,
Fig. 30 – Secção transversal de uma prensa com pressão,para vulcanização directa ao corte
A prensa é então fechada, fazendo accionar o sistema hidráulico. Nesta fase, a forma com o corte montado é forçado contra a base do molde, comprimindo a borracha colocada na cavidade da sola, fazendo-a preencher a toda a cavidade.
No termo do tempo de vulcanização, a prensa é aberta, accionando o sistema hidráulico. Então, os semi-aneis (1) são afastados e a forma é novamente colocada na posição de invertida. Nesta posição, procede-se, manualmente à desmontagem do sapato ou bota vulcanizado, seguindo para a fase de acabamento. Inicia-se, então, um novo ciclo de vulcanização.
Na zona do tacão é vulgar utilizar-se um enchimento à base de borracha (borracha com cortiça ou com trapo), previamente vulcanizado, de forma a reduzir a espessura do material a vulcanizar na zona do tacão (geralmente a mais crítica) e diminuir, assim, o tempo de vulcanização.
Muitos tipos de calçado são produzidos com gáspea de lona ou de couro (natural ou sintético). A fim de se obter uma boa ligação entre a borracha e esses materiais, a zona que vai receber a borracha deve ser previamente preparada, por tratamentos de halogenação (lona) ou por cardagem (couro) e posterior aplicação de um adesivo.
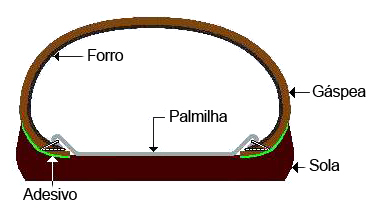 Fig. 31 – Secção transversal de um sapato de borracha
Fig. 31 – Secção transversal de um sapato de borrachacom gáspea em couro, vulcanizado numa prensa de pressão
Injecção de borracha directa ao corte
A aplicação do processo de injecção de borracha directa ao corte surgiu como um desenvolvimento do processo de injecção de borracha e teve o seu grande incremento nas décadas de 50 e de 60 do passado século. Este sistema de produção veio revolucionar, de certa forma, os métodos de produção de calçado ou mesmo de componentes (solas e tacões), atendendo aos elevados níveis de produtividade que proporciona. Os requisitos técnicos e tecnológicos deste processo de produção são elevados, requerendo compostos de borracha com características de vulcanização muito bem definidas e rigorosamente controladas. A condução de um processo de injecção de borracha não é muito complicada; contudo apresenta um conjunto de exigências que tem de ser rigorosamente satisfeitas, que incluem:
- Uma boa concepção e projecto do molde;
- Um composto de borracha com excelente constância de qualidade;
- Boa execução dos cortes e boa preparação dos mesmos em especial nas zonas de adesão com a borracha;
- Uma perfeita definição e regulação dos parâmetros do processo (dosagem do volume de material, perfil de temperaturas na injectora, temperatura no molde, velocidade de injecção, tempos de plastificação, tempo de vulcanização, etc.).
O processo de injecção é, actualmente, um dos processos de vulcanização mais utilizado na Indústria da Borracha. Basicamente consiste na injecção de um composto de borracha, previamente plastificado e mantido a uma determinada temperatura, na cavidade de um molde que está também aquecido a uma determinada temperatura, a qual é designada por ”temperatura de vulcanização”.
Na Figura 32 mostra-se, de forma esquemática, o processo de injecção directa ao corte. Na figura é mostrado o molde, constituído, principalmente, pela base (3) e pelos laterais (2) e a forma (1), onde é montado o corte (10). Normalmente na zona do tacão existe o canal de injecção (4), por onde será injectado o composto de borracha.
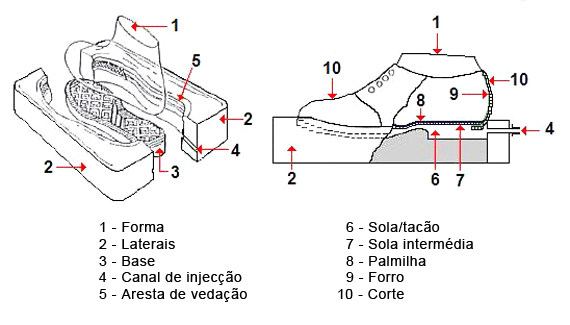 Fig. 32 – Representação esquemática do processo de injecção directa de borracha ao corte
Fig. 32 – Representação esquemática do processo de injecção directa de borracha ao corteNo início da operação, colocar a forma na posição invertida (em relação à sua posição normal); com a forma nesta posição é montado o corte (10), em geral do tipo de “enformado forçado”, e procede-se, manualmente, ao seu correcto posicionamento e ajustamento. Em seguida, a forma á colocada novamente na sua posição normal. É então accionado o botão de comando para fecho da máquina, o que se traduz numa aproximação dos laterais à forma, para criação da cavidade de injecção. Para o efeito, as arestas de vedação (5) devem ajustar-se perfeitamente ao corte. Inicia-se então o processo de injecção da borracha pela unidade de injecção que completa o equipamento. Uma unidade de injecção está associada a 6, 12, 18, 24 ou 32 postos de injecção.
Forma e molde são aquecidos, em geral mediante resistências eléctricas, para que o composto de borracha vulcanize.
Injecção directa ao corte de termoplásticos ou borracha termoplástica
A injecção directa ao corte com materiais termoplásticos (PVC, PE e EVA) ou com borracha termoplástica (TPE’s: SBS, SIS, SEBS, COPE, PEBA, TPU, TPO; TPV’s: EVA VC, PP NR TPV, PP NBR TPV, PP EPDM TPV e PP CIIR TPV), é um processo muito utilizado no fabrico de calçado. O processo de injecção é muito semelhante ao processo descrito para a injecção de borracha. Contudo, existem diferenças importantes que resultam, necessariamente, da natureza dos materiais injectados. Os materiais plásticos ou a borracha termoplástica não vulcanizam; como materiais termoplásticos, passam do estado de fusão ao estado sólido por arrefecimento. Assim sendo, forma e molde são mantidos a baixa temperatura (da ordem do 10 a 60ºC, dependendo do tipo de material termoplástico utilizado), contrariamente ao que acontece com os moldes e as formas do calçado injectado com borracha, os quais são aquecidos. Existem, também, diferenças na unidade de injecção, sendo o tipo de parafuso diferente do parafuso de uma injectora de borracha. Também os perfis de temperatura utilizados na unidade injectora são diferentes, assim como a generalidade dos restantes parâmetros de processo (nomeadamente pressões e velocidades).
O processo é actualmente muito utilizado na produção de calçado desportivo, casual e de lazer. O calçado apresenta uma boa durabilidade e o processo é moderadamente económico.
Calçado de látex obtido pela técnica do “mergulho” (latex dipping)
Neste tipo de calçado estão incluídos sapatos de praia, sapatos e botas tipo galochas, calçado de protecção e segurança (em geral para protecção contra ataque químico), muito leves, obtidos a partir de suspensões de látex de borracha (látex de borracha natural ou de borracha sintética), pela técnica do “mergulho” (ou “imersão”). As formas (geralmente de alumínio), são imersas em suspensões vulcanizáveis de látex de borracha e depois são vulcanizadas em autoclaves. Vulcanizações típicas têm a duração de 30 minutos a 100ºC ou de 8 minutos a 141ºC.
