Vulcanização em Autoclave de Ar Quente
Método aplicável exclusivamente a calçado de borracha de construção manual. Por este método podem ser fabricadas botas de trabalho (vulgo “bota de água”) e as clássicas sapatilhas (sneakers ou plimsolls). A vulcanização é efectuada em autoclave, com ar quente ou com atmosfera inerte e quente de nitrogénio, sob pressão.
Neste sistema de fabrico é feita a preparação prévia do corte, o qual é montado na forma. As formas podem ser em madeira, em alumínio ou em aço, tendo estas últimas, obviamente, uma maior durabilidade. Os componentes de borracha (borracha não vulcanizada) são também preparados previamente e são montados manualmente sobre o corte já montado na forma. Normalmente, os componentes de borracha são:
- preformas da sola e/ou tacão de enchimento (em geral pré-vulcanizados);
- preforma da sola (borracha não vulcanizada, geralmente com desenhos gravados em calandra);
- Tacão (em geral pré-vulcanizado);
- Biqueira em borracha;
- Fita com superfície gravada, para colocar na zona de união do corte à sola;
- Solução adesiva de borracha.
Normalmente na operação de montagem é utilizado solvente de borracha, para refrescar as superfícies a unir, além da já referida solução de borracha. Na Figura 21 mostram-se os componentes de um sapato do tipo “sapatilha”, de construção manual, para ser vulcanizado por este processo. Na Figura 22 mostra-se o aspecto de um “corte” pronto para ser enformado, para receber posteriormente os diversos componentes de borracha.
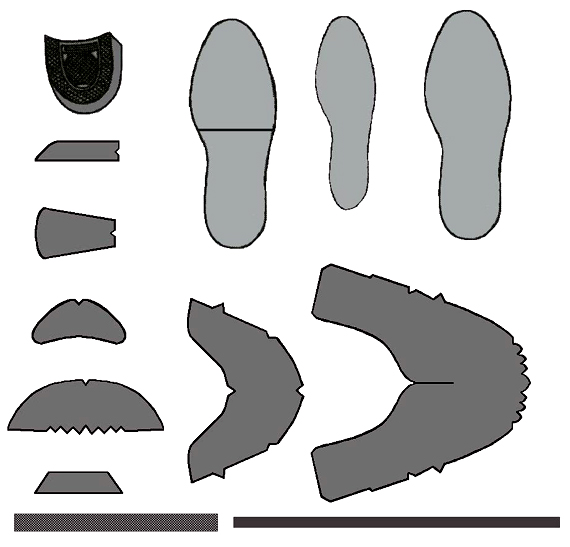 Fig. 21 – Componentes para o fabrico de sapato vulcanizado
Fig. 21 – Componentes para o fabrico de sapato vulcanizado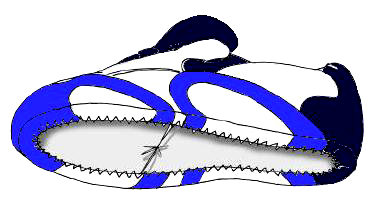 Fig. 22 – Corte para “enformado em colar”
Fig. 22 – Corte para “enformado em colar”Na Figura 23 mostram-se os componentes utilizados no fabrico de uma bota de água, também de construção manual, para ser vulcanizado por este processo.
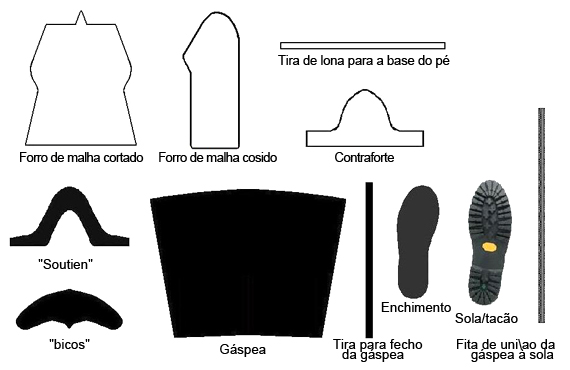 Fig. 23 – Componentes para o fabrico de bota vulcanizada
Fig. 23 – Componentes para o fabrico de bota vulcanizadaNa Figura 24 mostra-se, de forma esquemática, a sequência de montagem dos vários componentes utilizados no fabrico de uma bota vulcanizada em autoclave.
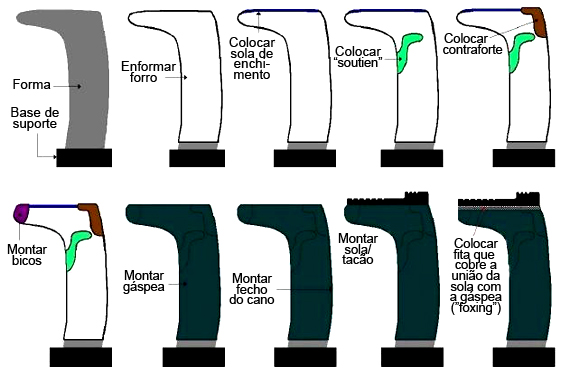 Fig. 24 – Sequência das operações de montagem dos componentes
Fig. 24 – Sequência das operações de montagem dos componentesde uma bota vulcanizada em autoclave
Concluída a fase de confecção, os moldes de sapatos ou botas são colocados nos suportes da autoclave, seguindo-se a operação de vulcanização (Figura 25).
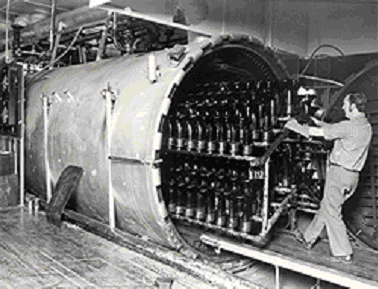 Fig. 25 – Autoclave de vulcanização
Fig. 25 – Autoclave de vulcanizaçãoA vulcanização tem a duração de 30 minutos, à temperatura de 130ºC e com uma pressão de ar de 1,4 kg/cm2. A autoclave pode também ser pressurizada com azoto, o que é melhor para evitar a reversão dos compostos de borracha. Os componentes de borracha a vulcanizar devem possuir curvas de vulcanização do tipo “patamar” longo, para permitir obter um bom grau de vulcanização, sem que ocorram fenómenos de reversão, especialmente se for utilizada uma atmosfera de ar.
Na Figura 26 mostra-se alguns tipos de calçado produzidos por este método.
 Fig. 26 – Calçado vulcanizado em autoclave
Fig. 26 – Calçado vulcanizado em autoclave