Determinações de Plasticidade, Viscosidade e Parâmetros Reométricos
Plastómetros de compressão
Os tipos de aparelhos mais vulgares comprimem uma amostra da borracha a ensaiar entre dois pratos aquecidos a determinada temperatura. Se a força de compressão é constante, mede-se a espessura do provete ao fim de determinado período de tempo –Plastómetros Williams (ensaio segundo ASTM D926) ou Wallace (ensaio segundo BS 903 Parte A59; ISO 2007). Pode também medir-se a força necessária para que o provete fique com determinada espessura – Plastómetro Defo (ensaio segundo DIN 53514; ASTM D6049-03). A Figura 1 mostra o plastómetro Williams. Este tipo de plastómetro opera a temperaturas de 70ºC ou 100ºC. A imagem foi gentilmente cedida pela empresa CCSi Akron, Ohio, USA.
 Figura 1: Plastómetro Williams
Figura 1: Plastómetro Williams(cortesia CCSi Akron, Ohio, USA)
A Figura 2 mostra o plastómetro Wallace (Wallace Rapid Plastimeter, Mk V). Este tipo de equipamento opera normalmente a 100ºC. A imagem foi gentilmente cedida pela empresa Wallace Instruments, Co., UK.
 Figura 2: Plastómetro Rápido Wallace Mk V
Figura 2: Plastómetro Rápido Wallace Mk V(cortesia Wallace Instruments Co, UK)
Plastómetros rotativos
São os aparelhos mais conhecidos e utilizados internacionalmente e designados como viscosímetro Mooney. Este viscosímetro foi inventado pelo americano Melvin Mooney (US Rubber Company), na década de 30.
O aparelho é constituído por uma câmara cilíndrica B aquecida normalmente a 100, 120, 121, 125, 135, 145 ou 150ºC, onde se encontra inserido um disco rotativo ou rotor (A), que gira a 2 ± 0,02 rpm (Figura 3).
 Figura 3: Representação esquemática de um viscosímetro Mooney
Figura 3: Representação esquemática de um viscosímetro Mooney
As superfícies da câmara cilíndrica e do rotor são estriadas e criam tensões de corte entre elas e a borracha que enche a câmara cilíndrica. O binário resistente é então medido. Para o rotor ML (Mooney large), que tem 38,1 mm de diâmetro, um binário resistente de 8,30 ± 0,02 N.m corresponde a 100 unidades Mooney. Para borrachas de elevada viscosidade, pode ser utilizado um rotor de menor diâmetro (30,5 mm), que é o designado rotor MS (Mooney small). A Figura 4 mostra o aspecto de um moderno viscosímetro Mooney, imagem cedida gentilmente pela empresa Gibitre Instruments, Itália.
 Figura 4: Viscosímetro Mooney
Figura 4: Viscosímetro Mooney(cortesia Gibitre Instruments, Itália)
Para a determinação da viscosidade de polímeros em bruto, podem ser utilizadas as seguintes condições e temperaturas:
- NR, SBR, NBR, CR, CSM: ML(1+4), 100ºC
- PDM: (ML1+4) a 100 ºC ou 125 ºC ou ML(1+8) a 100, 120, 125 ou 150ºC
- IIR: ML(1+8) a 125ºC
- FKM/FPM: ML(1+10) a 100, 121 ou 150ºC
Em compostos de borracha a viscosidade é determinada nas condições ML(1+4) a 100ºC; para compostos de elevada viscosidade, devem ser usadas condições MS(1+4) a 100ºC.
Na Figura 5 mostra-se o aspecto de uma curva de viscosidade Mooney. Após 1 minuto de pré-aquecimento à temperatura de ensaio seleccionada, o rotor é posto em movimento e obtém-se um valor máximo de viscosidade. A partir deste ponto a viscosidade decresce de uma forma mais ou menos rápida, tudo dependendo da constituição da borracha e por efeito da homogeneização da sua temperatura. Ao fim de 4 minutos o ensaio é suspenso e regista-se o valor de viscosidade, que é viscosidade Mooney ML (ou MS) (1+4 minutos), a x ºC de temperatura, ou outra diferente das condições acima referidas.
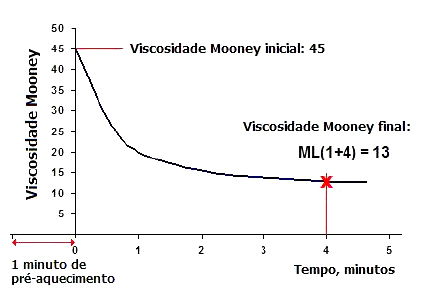 Figura 5: Curva típica de viscosidade Mooney
Figura 5: Curva típica de viscosidade Mooney
Parâmetros Reométricos: Tempo de pré-vulcanização, tempo de vulcanização e velocidade de vulcanização
No tema “Vulcanização” já abordamos os métodos e instrumentos para controlar o grau de vulcanização. Vimos então uma curva típica obtida num reómetro e alguns dos parâmetros que essa mesma curva permite determinar, informações que também podem ser fornecidas automaticamente em relatório de ensaios, sem ser necessário registar a curva, se o software do equipamento o possibilitar. Esses parâmetros são: o binário mínimo Smín, o tempo de pré-vulcanização ts, o binário máximo Smáx, o valor de t90, (eventualmente t80, t85, e t95) e o IVV (ou CRI). Recordemos a curva então apresentada e que aqui repetimos como Figura 6:
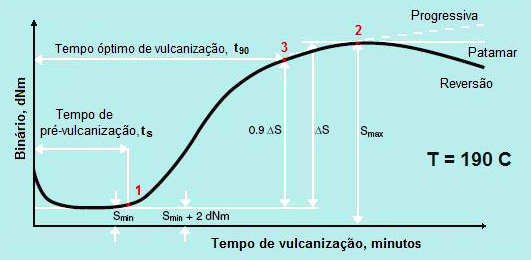 Figura 6: Curva reométrica e os parâmetros obtidos
Figura 6: Curva reométrica e os parâmetros obtidosO viscosímetro Mooney pode também fornecer uma ideia do tempo de pré-vulcanização e da velocidade de vulcanização. Como o processo de vulcanização é muito lento a 100ºC, são normalmente utilizadas temperaturas superiores, como 120, 121, 125 ou 145ºC. As curvas obtidas apresentam o aspecto mostrado na Figura 7.
 Figura 7: Características da vulcanização obtidas
Figura 7: Características da vulcanização obtidasno viscosímetro de Mooney
A realização de um ensaio para determinação do tempo de pré-vulcanização (scorch time) e do índice de vulcanização é muito idêntico ao ensaio de determinação da viscosidade. Seleccionada a temperatura de ensaio, o provete é colocado na cavidade da máquina, a câmara fechada e depois de 1 minuto de pré-aquecimento, o rotor é colocado em movimento. Obtém-se o valor de viscosidade inicial, que decresce até um valor mínimo, que se regista. Se for utilizado o rotor ML, o tempo de pré-vulcanização é o tempo de ensaio decorrido até que a viscosidade suba 5 unidades de viscosidade Mooney (t5) ou, se for utilizado o rotor MS, o tempo de pré-vulcanização é o tempo de ensaio decorrido até que a viscosidade suba 3 unidades de viscosidade Mooney (t3). O ensaio prossegue e continua a observar-se um aumento de viscosidade, que corresponde ao desenvolvimento de um certo grau de vulcanização (reticulação, crosslinking). O ensaio é terminado quando a viscosidade atinge o valor da viscosidade mínima mais 35 unidades de viscosidade Mooney (ou 18, se for utilizado o rotor MS) e regista-se o tempo t35ou t18.
O índice de vulcanização é a diferença (t35 – t5), ou (t18– t3).
A minha experiência diz que a informação obtida, nomeadamente a do tempo de pré-vulcanização obtida no viscosímetro Mooney, complementa a informação obtida com o reómetro. Acontece que, quem tem um reómetro normalmente não se preocupa em realizar ensaios de pré-vulcanização com um viscosímetro Mooney, desvalorizando as informações obtidas com este equipamento.
Porque é que considero as informações complementares? Pelo seguinte facto:
O tempo de pré-vulcanização Mooney obtido, por exemplo, a 120ºC, dá uma indicação mais precisa do comportamento da borracha durante as suas sucessivas fases de processamento, nas quais se podem atingir temperaturas entre 80 e 100ºC, com aquecimentos e re-aquecimentos mais ou menos prolongados, que contam decisivamente para a história térmica da borracha e que, no limite, podem redundar numa vulcanização prematura em determinada fase do processo. Recordemos também que os ensaios reométricos são conduzidos, por regra, a temperaturas muito elevadas, por exemplo 190ºC, não só por uma questão de economia de tempo de ensaio e melhor rentabilização do equipamento, como também por se adequar melhor, em muitos casos, ao processo final utilizado como, por exemplo, se for o caso de um processo de injecção, em que as vulcanizações ocorrem a temperaturas de 190 ºC ou mesmo superiores. O valor de ts obtido a esta temperatura não constitui uma informação muito ajustada para apreciar o comportamento da borracha, por exemplo, em fases preliminares de processamento ou mesmo na sua parte final, por exemplo na fase de plastificação de um composto numa máquina de extrusão ou mesmo numa máquina de injecção. Isto porque o valor de ts à temperatura de plastificação pode permitir um processamento correcto. No caso da injecção de borracha e porque as composições utilizadas são de vulcanização muito rápida, alguma redução apreciável no tempo de pré-vulcanização é quase sempre um indício garantido de que a composição não será processável.
Em todos os processos de transformação é gerado calor por atrito interno. E este atrito interno é tanto mais elevado quanto mais elevada é a velocidade de corte característica do processo. Ora o processo de injecção é aquele que maior velocidade de corte provoca na borracha. A Figura 8 mostra as faixas de velocidade de corte para os principais processos de transformação. A escala usada é logarítmica, uma vez que existe uma relação de 5000 entre a velocidade de corte mínima e a máxima.
 Figura 8: Velocidades de corte para os principais processos de transformação (s-1)
Figura 8: Velocidades de corte para os principais processos de transformação (s-1)