Navegação:
Cabeças Direitas ou Rectas
Cabeça para extrusão normal
É o tipo mais simples e mais corrente. A direcção do eixo do fuso coincide com a direcção do material extrudido; este é constituído apenas por um tipo de material e não possui qualquer tipo de inserções (têxteis ou metálicas). Este tipo de cabeça é adequado para a extrusão de tubos, perfis, cordões, etc., com saídas simples, duplas ou múltiplas (Figuras 12 e 13).
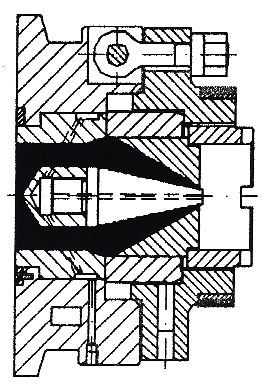 Fig. 12 – Cabeça recta (esquemático)
Fig. 12 – Cabeça recta (esquemático)(cortesia de KCM, S.L., Espanha)
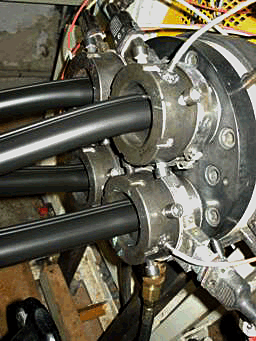 Fig. 13 – Cabeça recta com saídas múltiplas
Fig. 13 – Cabeça recta com saídas múltiplas(cortesia de KCM, S.L., Espanha)
Cabeça para extrusão de placas ou tiras largas a partir de um tubo
A direcção do eixo do fuso, neste caso, coincide também com a direcção do extrudido. O cabeçal é concebido para a extrusão de um tubo de parede espessa (a espessura da placa pretendida) de grande diâmetro (o perímetro é igual à largura da placa a obter); na saída da fieira é colocada uma lâmina de corte, que abre longitudinalmente o tubo, tornando-o numa placa ou folha. Este tipo de cabeça é adequado para a extrusão de placas ou folhas para aplicações diversas (Figura 14).
 Fig. 14 – Cabeça recta para obtenção de placas a partir da extrusão de um tubo
Fig. 14 – Cabeça recta para obtenção de placas a partir da extrusão de um tubo(cortesia de KCM, S.L., Espanha)
Cabeça para extrusão de placas, tiras largas ou camelback
A direcção do eixo do fuso, neste caso, coincide também com a direcção do extrudido. Neste caso a cabeça é concebida de forma a fazer convergir o material para um plano preferencial, permitindo assim obter produtos extrudidos cuja secção tem uma largura substancialmente superior à sua espessura e que é, ainda, superior a 2 a 2,5 vezes superior ao diâmetro do fuso da extrusora. Este tipo de cabeça é adequado para a extrusão de pisos para o fabrico de pneus, de pisos para recauchutagem de pneus (camelback) e de folhas e tiras para aplicações diversas (Figura 15 e 16).
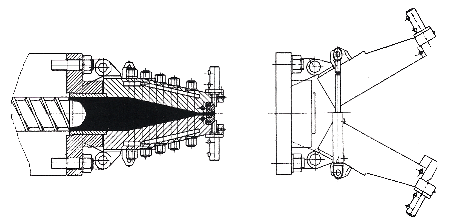 Fig. 15 – Cabeça recta para obtenção de placas, tiras ou camelback (esquemático)
Fig. 15 – Cabeça recta para obtenção de placas, tiras ou camelback (esquemático)(cortesia de KCM, S.L., Espanha)
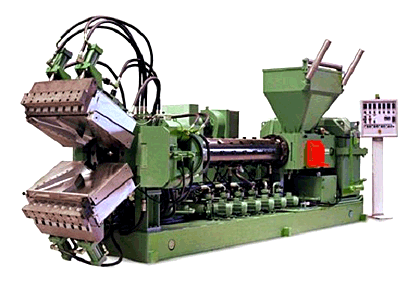 Fig. 16 – Extrusora com cabeça recta para obtenção de pisos para pneus, pisos para recauchutagem (camelback) e placas ou tiras
Fig. 16 – Extrusora com cabeça recta para obtenção de pisos para pneus, pisos para recauchutagem (camelback) e placas ou tiras(cortesia de KCM, S.L., Espanha)
Os materiais extrudidos estão isentos de ar e, se existirem elementos filtrantes, também isentos de impurezas, pelo que poderão ser de imediato vulcanizados em prensas convencionais ou em rotocure. A obtenção de placas de borracha micro celular por este processo é uma das aplicações concretas deste tipo de equipamento.
Cabeça para filtração
(Veja-se também o capítulo “Filtração de Compostos de Borracha” em Misturadores Internos)
Este tipo de cabeça tem uma configuração especial, com um diâmetro superior ao diâmetro exterior do corpo da extrusora, permitindo assim a saída do material filtrado por uma área sensivelmente igual à da secção do corpo da extrusora. A fieira, neste caso, é substituída por um conjunto de elementos filtrantes – 2 a 3 redes metálicas, com diferentes aberturas; este conjunto de redes é suportado por um disco em aço, com um elevado número de perfurações, com cerca de 8 mm (para as extrusoras de maior diâmetro.
A operação de filtração visa a eliminação de impurezas contidas nos compostos de borracha. A presença de impurezas nos compostos de borracha utilizados na produção de câmaras-de-ar, membranas, revestimento de cilindros e de outros produtos é altamente crítica.
Como consequência do trabalho de filtração, obtém-se também uma sensível melhoria no grau de dispersão e de homogeneização do composto de borracha, para além da remoção das indesejáveis impurezas.
No decurso da operação de filtração o elemento filtrante vai ficando obturado com impurezas, do que resulta um aumento de pressão na extrusora, uma queda na pressão de saída e no débito horário de material filtrado, um aumento da temperatura em especial na cabeça, devido às elevadas forças de atrito e também um aumento da potência consumida pelo motor. Antes que o processo se torne tecnicamente inviável, deve proceder-se à substituição dos elementos filtrantes.
Os filtros podem ser de dois tipos: contínuos ou descontínuos. Os primeiros, como o próprio nome indica, permitem a substituição do elemento filtrante sem grande perda de tempo, embora originem sempre uma quebra muito ligeira no ritmo de produção. Os filtros do segundo tipo obrigam, necessariamente, a uma interrupção mais ou menos prolongada do processo, o que depende da concepção do sistema e da aptidão do operador. Estas interrupções são ainda mais prolongadas quando se trata de filtrar compostos de borracha já acelerados, pois que neste caso a paragem obriga a uma completa limpeza da extrusora-filtradora, com os decorrentes desperdícios de mais tempo e de material.
As extrusoras-filtradoras são normalmente máquinas muito robustas e são accionadas, geralmente, por motores com potência superior aos que normalmente equipam as extrusoras vulgares, de igual diâmetro e comprimento de fuso.
Nas extrusoras-filtradoras o fuso possui também uma configuração especial. São normalmente alimentadas a quente. Como as cabeças de filtração são normalmente pesadas, elas são accionadas eléctrica, hidráulica ou pneumaticamente; o accionamento manual, mesmo com o auxílio de um garibaldi é também possível, embora mais moroso e mais trabalhoso.
O material filtrado poderá ser utilizado de imediato, se estiver acelerado, ou poderá aguardar para uma fase subsequente. Poderá deixar-se arrefecer ao ar, em pedaços, ou então processar-se em misturador aberto e passar-se à forma de manta.
As extrusoras-filtradoras são também equipamentos essenciais numa linha de produção de borracha regenerada, de boa qualidade.
A operação de filtração pode efectuar-se em simultâneo com a extrusão de um artigo de borracha (um perfil, um tubo, etc.), utilizando um sistema estacionário de filtragem. Para o efeito, na cabeça da extrusora é instalado um sistema filtrante, composto por duas ou três redes de aberturas diferentes (a mais fina é sempre montada no lado da fieira) e um disco de aço perfurado. Aqui colocam-se o mesmo problema que já referimos quando abordamos a filtração do composto de borracha: à medida que a operação decorre, o sistema filtrante fica mais e mais obturado, até que o rendimento da extrusora começa a ser afectado, bem como a qualidade do extrudido (forma e dimensões). Se existir um manómetro para medir a pressão na cabeça, observa-se uma elevação de pressão; e o valor desta pode ser uma informação correcta de que é altura de substituir o elemento filtrante.
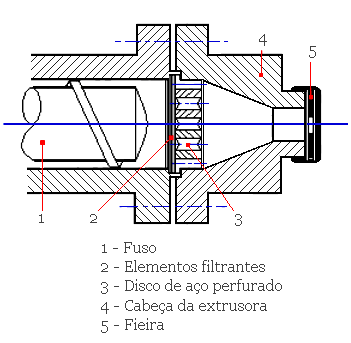 Fig. 17 – Extrusão de artigos de borracha com filtração simultânea
Fig. 17 – Extrusão de artigos de borracha com filtração simultânea(sistema de filtração estacionário)
Cabeça para alimentação de calandras
A configuração geométrica deste tipo de cabeças assemelha-se ao bocal de um assobio; este facto permite que a saída do material se faça directamente entre os dois rolos de uma calandra. Esta técnica, que combina uma extrusora e uma calandra e dois rolos permite substituir as mais onerosas calandras de 3 ou 4 rolos, com a vantagem de possibilitar a obtenção de materiais calandrados com espessuras de 2 a 25 mm com elevado rigor dimensional, isenta de bolhas de ar. Esta mesma operação quando realizada nos equipamentos tradicionais é difícil, custosa (concretizada normalmente em várias fases – 2, 3, 4 ou mais passagens – e nem sempre isenta de imperfeições. Na Figura 18 é mostrada uma cabeça deste tipo.
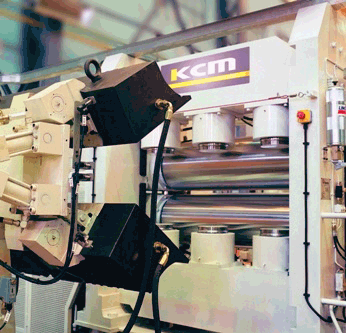 Fig. 18 – Cabeça para alimentação de calandras (roller-head – pormenor)
Fig. 18 – Cabeça para alimentação de calandras (roller-head – pormenor)(cortesia de KCM, S.L., Espanha)
Na Figura 19 apresenta-se um conjunto roller-head, constituído por uma extrusora com as características atrás referidas e por uma calandra de dois rolos, complementada por sistemas de arrefecimento e enrolamento do material calandrado.
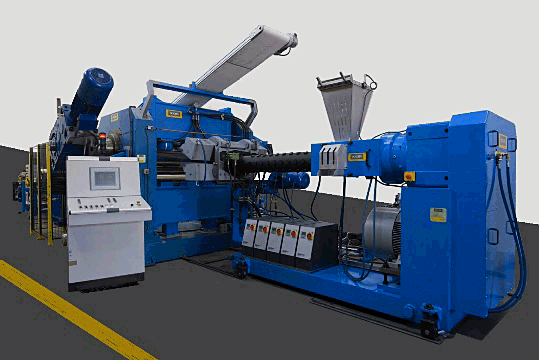 Fig. 19 – Extrusora com cabeça para alimentação de calandras (roller-head)
Fig. 19 – Extrusora com cabeça para alimentação de calandras (roller-head)(cortesia de KCM, S.L., Espanha)
