Componentes
Compostos de borracha
Num pneu existem diversas qualidades de compostos de borracha, chegando esse número, em certos casos, a cerca de duas dezenas. Compostos de borracha com diferentes características técnicas, adequadas à função a desempenhar na estrutura do pneu.
Os tipos de elastómeros mais utilizados no fabrico destes compostos de borracha são a borracha natural (NR), poli-isopreno (IR), estireno butadieno (SBR), polibutadieno (BR), policloropreno (CR), etileno-propileno dieno (EPDM) e Poliisobutileno isopreno halogenado (CIIR ou BIIR). No Quadro 34 são apresentados as percentagens de borracha utilizadas nos vários componentes de um pneu radial para veículos de passageiros e os tipos de elastómeros ou suas misturas correntemente utilizados.
Quadro 34 – Percentagem de compostos de borracha e tipos de elastómeros utilizados no fabrico dos diversos componentes de um pneu radial para veículos de passageiros |
||
| Componente | % | Elastómeros base |
| Piso (banda de rodagem | 32.6 | NR, BR, SBR |
| Capa | 1.7 | NR, IR, BR |
| Subcapa | 3.9 | NR, IR, BR |
| Calandragem de telas diversas | 11.8 | NR, BR, SBR |
| Calandragem de telas de aço | 9.5 | NR, BR, SBR |
| Parede lateral | 21.9 | NR, BR, SBR, CR, EPDM |
| Forro interior | 12.4 | CIIR, BIIR |
| Cunha, enchimento do talão ou apex | 5.0 | NR, SBR |
| Revestimento dos arames do talão | 1.2 | NR |
| Total | 100 | − |
No Quadro 35 são indicadas as percentagens de borracha natural e sintéticas utilizadas nos diferentes tipos de pneus.
Quadro 35 – A aplicação de borracha natural e sintéticas nos diferentes tipos de pneus |
||
| Tipo de pneu | NR, % | SR, % |
| Para veículos de passageiros (Passenger cars) | 45 | 55 |
| Para veículos de mercadorias até 3,5 tons (light trucks) | 50 | 50 |
| Para veículos de mercadorias (trucks) | 60 | 40 |
| Para veículos fora de estrada (OTR’s) | 20 | 80 |
Como podemos verificar, os principais elastómeros utilizados são a borracha natural, borracha de estireno butadieno, borracha de polibutadieno e a borracha de butil halogenado. Como cargas, são utilizados preferencialmente negros de carbono e sílica precipitada, nalguns casos em misturas aditivadas com silanos. Como plastificantes são utilizados óleos minerais de baixo teor em aromáticos, nomeadamente parafínicos e nafténicos. É sempre utilizado um bom sistema de protecção, baseado numa mistura de antioxidantes, antiozonantes e ceras. Óxido de zinco e um ácido gordo funcionam como sistema activador da vulcanização e, finalmente, o agente ou agentes de vulcanização e os aceleradores de vulcanização. Alguns tipos de aditivos são adicionados para conferir características especiais aos compostos, como é o caso de agentes de pegajosidade, agentes de ligação da borracha a têxteis ou metais, de agentes endurecedores (resina de formol-formaldeído), etc.
A mistura é realizada em misturadores internos; quando, nesta fase, são atingidas elevadas temperaturas, a mistura é completada, tipicamente, num processo de duas fases. Obtido o composto, este pode ser submetido a uma ou mais operações de remistura, em misturador interno ou em misturador aberto, seguindo uma ou mais das sequências já descritas no capítulo da Mistura. O composto segue então para a operação posterior.
As formulações dos compostos de borracha são muitas e muito variadas, e a sua qualidade visa proporcionar ao pneu um desempenho optimizado, nas mais variadas condições de serviço:
- Boa tracção em condições de solo seco ou molhado;
- Boa durabilidade da sua banda de rodagem (piso), mediante uma adequada resistência à abrasão;
- Baixo desenvolvimento do calor interno gerado pela generalidade dos compostos (piso, parede lateral e talão);
- Baixa resistência ao rolamento (compostos do piso, parede lateral e talão);
- Baixo nível sonoro em rolamento;
O desenvolvimento de todos estes compostos de borracha é de extrema importância no bom desempenho do pneu, nas mais variadas condições de serviço para que é projectado. É, pois, uma área de elevado grau de especialização.
Vamos passar a descrever, ainda que sucintamente, a preparação dos vários componentes, a construção do pneu e, por fim, a sua vulcanização.
Confecção dos talões
A Figura 70 mostra um fluxograma genérico da produção de talões.

Figura 70 – Fluxograma da produção de talões (Representação esquemática)
No fluxograma temos a considerar: 1 – Bobines de arame latonado; 2 – Reunião e alinhamento dos arames; 3 – Extrusora com cabeçal angular (90º) para recobrimentos com borracha do feixe de arames de aço latonado; 4 – Acumulador; 5 – Tambor de confecção dos arames de talão, com o diâmetro adequado; 6 – Arames de talão confeccionados; 7 – Mesa de montagem do apex e do chafer; 8 – Transportador-alimentador de apex (previamente extrudido); 9 – Transportador-alimentador da tela de chafer, previamente preparada; 10 – Talões com apex e chafer montados param abastecimento das máquinas de construção.
A concepção do talão depende do tipo de pneu a que se destina e também do fabricante. Este componente pode apresentar maior ou menor complexidade, traduzida geralmente em maior ou menor número de componentes. A Figura 71 mostra um talão de maior complexidade, para pneus de veículos de mercadorias. Neste tipo de talão é utilizada uma tela de protecção, que de certo modo substitui o chafer, uma camada de borracha de enchimento e dois outros componentes: o flipper e o chipper, para além dos imprescindíveis arames do talão e do apex (também designado, como já referimos, por cunha ou enchimento).
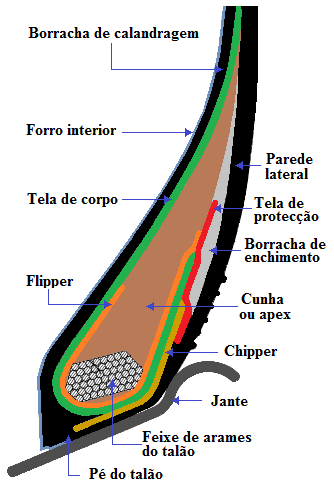
Figura 71 – Talão de maior complexidade, para pneus destinados a veículos de mercadorias
Os talões são confeccionados em equipamentos especiais que incluem uma pequena extrusora que reveste os arames de aço latonado com um composto de borracha de características especiais, nomeadamente a de proporcionar uma boa adesão à camada de latão que reveste o aço. O feixe de arames é reunido e obtido por enrolamento num dispositivo circular (tem a forma de um tambor), o número de voltas necessário. As extremidades são cortadas e a zona das extremidades dos arames é depois envolvida por um pequeno rectângulo de uma fina tela de algodão ou de poliamida revestida com borracha. O perímetro interior dos talões é muito crítico, exigindo um elevado rigor dimensional. Se for inferior ao especificado, pode inviabilizar a posterior montagem do pneu na jante. Se for superior ao especificado, o pneu sob o efeito da carga ou ao curvar pode soltar-se da jante e provocar sérios acidentes.
O enchimento do talão ou apex é obtido por extrusão de um composto de borracha natural de elevada dureza (da ordem dos 85 Shore A) (Figura 72).

Figura 72 – Extrusora PIN70 x 14D para produção do enchimento do talão (apex)
Cortesia da empresa VMI Group, Holanda
A reunião dos talões com o apex e o chafer pode efectuar-se de imediato à extrusão deste, num equipamento especial para o efeito e completamente automático (Figuras 73 e 74).

Figura 73 – Linha completamente automática para reunião do enchimento (apex) com os talões. Cortesia da empresa VMI Group, Holanda

Figura 74 – Pormenor da linha para reunião do enchimento (apex) com os talões Cortesia da empresa VMI Group, Holanda
Preparação de telas têxteis, em aço ou fibra de vidro
Os diferentes tipos de telas (telas convencionais ou tipo cord) em materiais têxteis (algodão, rayon, poliamida, poliaramida ou poliéster), em aço ou em fibra de vidro, de construção especificada e com a superfície devidamente tratada, de forma a proporcionarem a resistência mecânica desejada, com adequado grau de elasticidade e uma ligação de natureza química aos componentes de borracha que satisfaça os valores mínimos exigidos.
A preparação destes materiais consiste, basicamente, no seu revestimento com compostos de borracha com propriedades adequadas à função do componente. A função do componente pode ser:
- Telas de corpo;
- Cintas de estabilização;
- Cintas de protecção;
- Chaffer;
- Chipper;
- Flipper.
Apenas uma explicação para os três últimos componentes, já que os restantes a sua finalidade foi já referida.
O chaffer é uma tela revestida com borracha, que tem a finalidade de proteger o talão nas operações de montagem e desmontagem do pneu e também de proteger o talão e as telas de corpo das acções de fricção provocadas pela jante, por efeito dos diversos tipos de acções mecânicas desenvolvidas nos pneus, nomeadamente em acções de arranque, de travagem e de mudanças de direcção.
O chipper é constituído por uma tira de tecido cord de aço, que se localiza na zona do talão, entre a tela de corpo e a parede lateral e que tem por função reforçar a área do talão e estabilizar axialmente a parte mais baixa da parede lateral.
O flipper é um reforço de tela têxtil, que fica inserido, na zona do talão, entre a tela de corpo e o talão propriamente dito, constituído pelos arames de aço, e tem por finalidade absorver as tensões tangenciais que se estabelecem entre os componentes referidos.
Deve dizer-se que o chipper e o flipper são apenas utilizados, por alguns fabricantes, nalguns tipos de pneus.
A preparação das telas utilizadas nestes componentes é executada, normalmente, em calandras. Estes tipos de telas são normalmente revestidos de borracha nos dois lados, pelo que a operação de calandragem deve ser realizada, de preferência numa única etapa, em calandras com um mínimo de quatro rolos. Em calandras de três rolos, terá de ser necessariamente efectuada em duas etapas (ver esta página e a Figura 75). Após a calandragem, os diversos tipos de materiais são cortados nas dimensões, formatos e ângulos especificados, de acordo com a sua função no pneu.
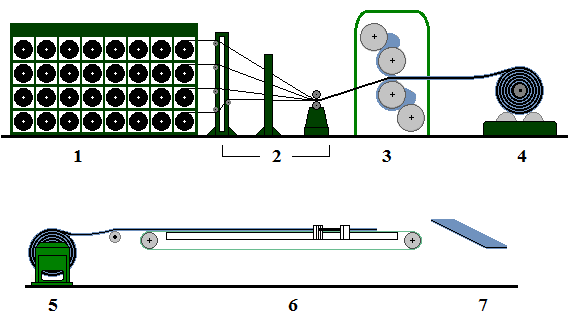
Figura 75 – Fluxograma de uma linha de calandragem de cords em aço
A linha compõe-se de uma estrutura de suporte das bobines com cords de aço latonado (1), um sistema para alinhar e uniformizar a tensão dos cords (2), uma calandra de 4 rolos, neste caso com a disposição Z (3) e o rolo de tela de cords calandrada (4). Segue-se depois a operação de corte deste material calandrado (5) numa mesa com dispositivo de corte (6), de que resulta o componente (7) de tela cord, cortada com ângulo especificado.
Estas operações são executadas em linhas de equipamentos especiais, como os que se mostram na Figuras 76 e 77 – linhapara corte e união de telas em aço.

Figura 76 – Linha para corte e união de telas em aço
Cortesia da empresa VMI Group, Holanda

Figura 77 – Pormenor da máquina Modelo PCS 1600 para corte e união de telas em aço.
Cortesia da empresa VMI Group, Holanda
A empresa VMI Group oferece um revolucionário sistema de corte de telas em aço destinadas a telas de corpo ou chafers e designado por EDGIQ, de que se mostra um pormenor na Figura 78. O sistema é aplicável, com total sucesso, ao corte de telas de aço pouco espessas.

Figura 78 – Máquina de corte de telas de aço EDGIQ
Cortesia da empresa VMI Group, Holanda
Nas Figura 79 e 80 mostra-se uma linha de equipamentos TPCS para corte e união de telas têxteis, para o fabrico de pneus radiais para veículos automóveis de passageiros.

Figura 79 – Linha TPCS para corte e união de telas têxteis, para o fabrico de pneus radiais para veículos automóveis de passageiros.
Cortesia da empresa VMI Group, Holanda
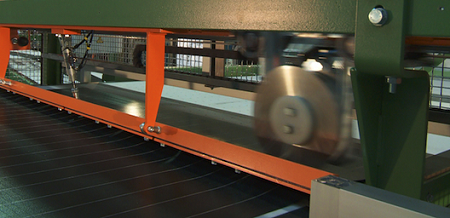
Figura 80 – Pormenor da operação de corte de telas têxteis, para o fabrico de pneus radiais para veículos automóveis de passageiros
Cortesia da empresa VMI Group, Holanda
Em alternativa à execução desta mesma operação em calandras, existem sistemas que revestem simultaneamente um certo número de cords de aço, para serem utilizados posteriormente como telas de corpo, cintas ou chafers.
O sistema designado por FLEXX Belt Maker do Grupo VMI executa cintas sem fim, nas dimensões adequadas e prontas para serem utilizadas nas máquinas de construção de pneus. Um pormenor deste equipamento é mostrado na Figura 81.
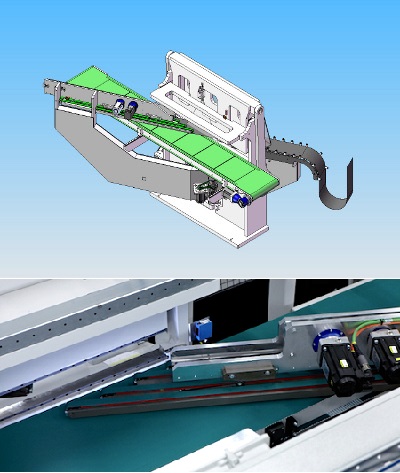
Figura 81 – Vista em perspectiva e pormenor da máquina FLEXX Belt Maker
Cortesia da empresa VMI Group, Holanda
Este sistema utiliza as modernas técnicas de extrusão com bomba de engrenagens (Sistema Shark) e um sistema de corte com facas de carboneto de tungsténio, com elevada precisão de corte. Estes sistemas são também utilizados na preparação de todos os tipos de telas em aço incorporadas em pneus OTR.
O sistema é constituído por uma extrusora com bomba de engrenagens em combinação com um cabeçal angular. É o que se mostra nas Figura 82 e 83.
 Figura 82 – Sistema Shark para o revestimento com borracha, por extrusão, de cintas em aço. Cortesia da empresa VMI Group, Holanda
Figura 82 – Sistema Shark para o revestimento com borracha, por extrusão, de cintas em aço. Cortesia da empresa VMI Group, Holanda

Figura 83 – Revestimento com borracha, por extrusão, de cintas em aço, mostrando duas das várias situações possíveis. Cortesia da empresa VMI Group, Holanda
Banda de rodagem (ou piso) (Tread) e parede lateral (Sidewall)
Estes componentes são normalmente obtidos por extrusão. O tipo de extrusora utilizado é muito variável, desde extrusoras com um só parafuso, a extrusoras duplex, triplex, quadriplex ou quintuplex. As extrusoras multiplex podem extrudir e reunir dois, três, quatro ou cinco diferentes tipos de compostos de borracha numa só operação. A Figura 84 apresenta um fluxograma para a produção de bandas de rodagem e paredes laterais a três componentes.
 Figura 84 – Linha de extrusão triplex, para obtenção de componentes do piso e da parede lateral
Figura 84 – Linha de extrusão triplex, para obtenção de componentes do piso e da parede lateral
A linha comporta um sistema de extrusão triplex (1), um transportador (2), um tanque de arrefecimento (3), um sistema de sopragem/secagem (4) e uma mesa com dispositivo de corte (5).
A banda de rodagem é constituída, geralmente, por três compostos de borracha diferentes: um na banda de rodagem propriamente dita (também designada por piso) (Tread), um outro na zona do ombro (Shoulder) e um terceiro na base do piso,a capa (Undertread). Também, a parede lateral (Sidewall) pode ser extrudida com mais dois compostos de borracha: um, a borracha da capa (Undertread) e o outro, uma borracha de acolchoamento, que protegerá a zona do talão (Clinch) (Figura 85). O processo pode ser mais ou menos exigente em termos de tipo de equipamento, o que depende da constituição da parede lateral, a qual pode conter uma faixa branca ou mesmo um sistema de marcação em borracha colorida.

Figura 85 – Banda de rodagem e parede lateral obtidos por extrusão a três componentes (esquemático)
Uma extrusora triplex é a solução ideal para a extrusão deste tipo de componentes: os três compostos são extrudidos simultaneamente nas três extrusoras e confluem num cabeçal de extrusão comum a todas as extrusoras (Figuras 86 e 87).

Figura 86 – Extrusora triplex
Cortesia da empresa Pelmar Engineering, LTD
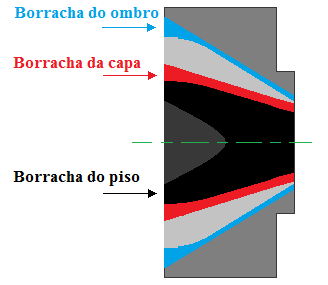 Figura 87 – Cabeçal de uma extrusora triplex (esquemático)
Figura 87 – Cabeçal de uma extrusora triplex (esquemático)
As extrusoras, de alimentação a frio, permitem obter um rigoroso controlo do processo. No termo da operação e na sequência de um processo de arrefecimento, a banda de rodagem ou a parede lateral são cortados no comprimento desejado (corte biselado), seguindo depois para a área de construção.
Forro interior (Inner liner)
O forro interior é obtido geralmente numa operação de calandragem. A espessura do forro varia, em geral, entre 0,5 e 1 mm, e o composto é baseado em borracha butílica halogenada. O desenvolvimento recente de novos tipos de materiais permite reduzir a espessura do forro interior com um substancial aumento da sua impermeabilidade. Neste processo de calandragem é fundamental um rigoroso controlo da espessura, como também a qualidade do calandrado, no que respeita a irregularidades superficiais, as quais podem comprometer o seu grau de impermeabilidade. Após a calandragem, o material é cortado nas dimensões especificadas e enviado para a área de construção.
