Moldagem
Moldagem por Injecção e Reacção (RIM – Reaction Injection Moulding)
Este processo de moldagem é aplicável na produção de artefactos em borracha de poliuretano, sendo esta obtida com um sistema de dois componentes (A+B), em que um é necessariamente um diisocianato ou um poliisocianato e um outro é um diol ou poliol. A reacção entre estas duas substâncias é exotérmica, pelo que o molde pode atingir temperatura de 120ºC a 175ºC. Além destes componentes fundamentais, podem ser adicionados outros aditivos, nomeadamente um agente de cura (utilizado como extensor das cadeias poliméricas formadas (chain extension) e também na criação de ramificações (branching), e agentes corantes.
Na Figura 53 é mostrado, de forma esquemática, o processo de moldagem RIM. Isocianatos e polióis são mantidos nos seus respectivos reservatórios a uma temperatura de 30 a 40ºC. Estes reservatórios possuem agitadores, para uniformizar a temperatura. Existem bombas que, numa primeira fase, efectuam a dosagem dos componentes e, numa segunda fase, fazem circular a baixa pressão os dois reagentes (Figura 54). Nesta figura é mostrado o funcionamento destas bombas, nas fases de dosagem e de recirculação de componentes.

Figura 53 – Moldagem por injecção e reacção (RIM)
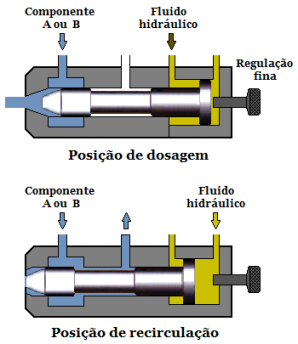
Figura 54 – Funcionamento da bomba de dosagem e recirculação de componentes
Isocianatos e polióis que retornam para os respectivos depósitos passam através de permutadores de calor, de forma a manter constante a sua temperatura (±35ºC); para o efeito, os permutadores de calor são arrefecidos com água.
Após a fase de dosagem, as duas substâncias reagentes são transferidas a alta pressão (100 a 200 kg/cm2), através de uma válvula especial, para a chamada cabeça de mistura (mix head) (Figura 55), a qual assegura uma perfeita mistura das duas substâncias reagentes, por um mecanismo de projecção a alta velocidade (high velocity impingement), o qual gera uma elevada turbulência. Na fase seguinte, a mistura dos dois componentes é injectada no molde. O tempo de injecção depende do tipo de reagentes utilizados e da quantidade injectada, mas varia normalmente entre 5 e 35 segundos; para cavidades muito grandes, este tempo pode ser naturalmente excedido. O material misturado na cabeça de mistura é injectado na cavidade do molde a uma pressão relativamente baixa, da ordem de 1,8 a 10 kg/cm2. Face à baixa viscosidade dos reagentes e da sua mistura (500 a 1500 centipoise), é relativamente fácil e pouco demorada a sua injecção no molde.
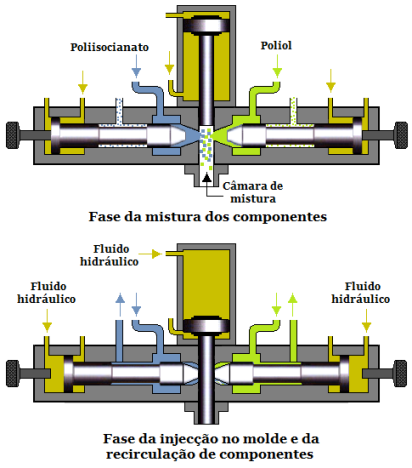
Figura 55 – Cabeça de mistura do tipo T nas duas principais fases do processo
Após a injecção, o molde permanece fechado durante mais 30 a 90 segundos, para que se complete o processo de cura e o artefacto possa ser removido sem o danificar. Não é necessária post-vulcanização.
Vantagens do processo de moldagem por injecção e reacção:
- O custo de construção dos moldes é relativamente baixo e de fácil amortização, mesmo para pequenas séries de produção;
- Os moldes podem ser construídos em alumínio ou mesmo resina epóxi;
- Baixos custos de operação;
- Baixos consumos energéticos;
- Grande aptidão do método para a produção de artefactos com elevada complexidade;
- Facilidade de moldagem de artefactos com grandes variações na sua espessura;
- Excelente aspecto superficial;
- Grande facilidade de moldagens com insertos.
Desvantagens:
- Ciclos de processos relativamente mais longos;
- Elevado custo das matérias-primas.
