- A Minha Vida na I. B.
- Voltar a Referências
- Voltar a Borracha
Alterações Introduzidas e Acções Desenvolvidas na Empresa Fapobol (1968-1991)
Em 2018 tomei conhecimento que “alguém” ligado à empresa Fapobol terá um dia afirmado que o “eng.º Mário Caetano pouco terá feito na sua passagem pela empresa”.
Penso existir muita injustiça e muito desconhecimento, nessa afirmação. Este facto levou-me a produzir de imediato (2018) o presente documento, onde relato muitas das alterações que foram introduzidas e de acções desenvolvidas ao longo dos 21 anos em que lá permaneci. Para memória futura!
1968
Início de funções na empresa Fapobol, Lda. em 2 de Setembro de 1968.
1970
Tapetes de Vácuo
Introdução do fabrico de tapetes de automóvel pela técnica da moldagem por vácuo, com desenvolvimento do formulário necessário. A introdução deste fabrico surge na sequência de uma visita efectuada à empresa Codina Villalonga, SA (em Cornella de Llobregat, Barcelona, Espanha), precisamente para observar este tipo de fabrico. Esta empresa já havia sido visitada uns anos antes para o mesmo efeito, nada tendo, porém, resultado. A minha visita foi efectuada no dia 15 de Março de 1970 e fui acompanhado pelo técnico Sr. João Araújo. Pode ver nesta página uma descrição desta visita.
Esta técnica de fabrico veio a ser introduzida uns meses depois, após terem sido construídos moldes e desenvolvidas as necessárias formulações, que respondessem às especificações dos clientes (Fiat Portuguesa e Ford Lusitana). Esta nova linha de produção possibilitou o fornecimento de tapetes para automóvel, com geometrias 3D, nomeadamente para as linhas de montagem FIAT (modelos Fiat 127 e Fiat 128) e para a Ford Lusitana (modelo Ford Transit), fornecimentos que perduraram por vários anos. A linha de produção de tapetes para veículos automóveis, no seu apogeu, chegou a representar cerca de 8% do volume da facturação (considerando também os diversos tapetes obtidos por moldagem convencional, por compressão). Nada mau, para uma empresa que possuía, na sua Divisão de Borracha, 18 linhas de produção!
1969
O Viscosímetro Mooney
Quando iniciei as minhas funções na empresa como Chefe do Laboratório, verifiquei que o Laboratório possuía um Viscosímetro Mooney que se encontrava fora de serviço. O viscosímetro era de um fabricante belga: Mécanique d’Enghien. Apesar de ser novato na Indústria da Borracha, pareceu-me estranho um viscosímetro estar fora de serviço…
Recorri à minha Colaboradora do Laboratório D. Fátima Felgueiras, para me ajudar um pouco a historiar o passado do viscosímetro, até à data em que iniciei a minha colaboração (02SET 1968). A D. Fátima Felgueiras, após a conclusão do seu curso de Auxiliar de Laboratório Químico, iniciou as suas funções no Laboratório da Fapobol em 01JUL 1964; nesse ano era responsável técnico da empresa o Eng.º Guilherme Barbosa (que uns anos mais tarde eu viria a conhecer na empresa de colas e adesivos Isar-Rakoll Chemie – a actual Colas H.B.Fuller-Rakoll). E nesse período, estranhamente, o viscosímetro já se encontrava fora de serviço. E assim continuou quando, no comando técnico da empresa passou a ser um técnico italiano, o Sr. Alievi (1965). Ainda em 1965, este técnico italiano, por razões de saúde, viria a ser substituído pelo técnico inglês, Sr. Leonard Wood, que era o Director Técnico quando iniciei funções como responsável pelo Laboratório. De acordo com a D. Fátima Felgueiras, o Sr. Wood terá efectuado alguns ensaios no viscosímetro, mas também acabou por abandonar este equipamento.
Ainda sob a direcção do Sr. Wood, tentei colocar o viscosímetro em funcionamento, o que consegui. O equipamento estava operacional e depois de estudada a sua documentação, procedi à sua calibração (o aparelho dispunha, como acessórios, os dispositivos de calibração). Feito esse trabalho, passamos a utilizar este equipamento, diariamente, na determinação dos valores da viscosidade Mooney ML(1+4) ou MS (1+4) @ 100ºC dos diversos compostos e também de borrachas em bruto (por exemplo, o controlo dos plastificados de borracha natural e, mais tarde, no controlo de qualidade da viscosidade de borrachas naturais e sintéticas).
Com o progressivo aumento dos meus conhecimentos, comecei a sentir falta de um equipamento para controlo da vulcanização. E então decidi passar a utilizar também o viscosímetro na determinação dos tempos de pré-vulcanização, utilizando uma temperatura de ensaio de 120ºC. A esta temperatura, a generalidade dos compostos já apresenta um razoável crescimento do binário resistente e podemos então determinar os tempos de pré-vulcanização MV+5 (para Mooney Large) ou MV+3 (para Mooney Small) e determinar índices de vulcanização MV+35 (para Mooney Large) ou MV+18 (para Mooney Small) (ver nesta página).
Este equipamento e estas condições de operação foram para mim determinantes num episódio que terá ajudado, creio eu, a estabelecer alguma confiança, no pessoal fabril e até na própria Gerência, nas decisões técnicas do Laboratório.
Quando, em 1980, a Fapobol adquiriu um reómetro Monsanto 100, o viscosímetro passou a operar apenas para determinação de viscosidades. Mas foi, na verdade, um precioso auxiliar durante mais de uma década!
Decorria o ano de 1969…
Surgiu um sério problema com o composto de borracha de ligação para recauchutagem. No aquecimento desta borracha para a operação de calandragem, o material pré-vulcanizava rapidamente (queimava, na linguagem corrente…).
No Laboratório, com o viscosímetro já a trabalhar a 120ºC, havíamos detectado este problema: tempo de pré-vulcanização demasiadamente curto! Foram efectuadas várias acções para descartar algumas das causas que poderiam estar na origem do problema: troca de matérias-primas, erros de pesagem e erros graves no processo de mistura. Para isso, foram também executadas cargas com total acompanhamento (desde a fase de pesagem até à sua saída no arrefecedor). Mas o problema subsistia e alguns fabricos subsequentes de lotes da mesma borracha, apresentavam a mesma anomalia.
Isto criou, como facilmente se compreende, um grande problema na linha de produção do piso para recauchutagem. Com suspensão de entregas e sérios problemas com clientes!
O responsável técnico, Sr. Wood, não resolvia o problema e eu ainda menos… (aliás, como seria de esperar!). A Gerência, desesperada com a situação, decidiu nomear um colaborador da sua total confiança (o encarregado-geral, Sr. António Araújo, colaborador desde o início da criação da empresa), para proceder à produção daquela mistura. Fui o transmissor desta notícia ao Sr. Wood.
Mas não deixei de dizer ao Sr. J. A. Pinto de Sousa que deveriam ser utilizadas as mesmas matérias-primas que nós dispúnhamos…
Ao que ele retorquiu:
– Sr. Engenheiro, na empresa só temos um armazém de matérias-primas…
Bom, o experiente colaborador lá foi fazer uma carga de borracha de acordo com a sua sabedoria e com a sua experiência. Ele tinha sugerido que uma das razões de anomalia seria a borracha (borracha natural), estar mal trabalhada… (queria dizer, mal plastificada).
Recordo ainda que me convidou para acompanhar a operação por ele conduzida, o que recusei. É que eu poderia, eventualmente, contaminar o composto com a minha presença! Reagi assim, pois sentia que tínhamos já desenvolvido uma série de acções, no nosso entender as possíveis, para detecção da origem do problema. Excepto uma, que era de substituir o lote de borracha natural, pois não dispúnhamos de outro lote para o efeito…
E, como veremos no desfecho deste caso, isso teria resolvido o problema!
Bom com a sua missão cumprida, o referido colaborador foi ao Laboratório e entregou-me uma amostra do composto por si produzido, para ensaio. O Sr. Wood não acompanhou tudo isto. Entretanto juntou-se a nós, o Sr. J. A. Pinto de Sousa. O ensaio foi feito à vista de todos e eu, no final e olhando o resultado, transmiti a minha modesta opinião:
– O composto não está melhor, mas sim bem pior do que aquele que temos vindo a produzir!
O referido e experiente colaborador discordou da minha afirmação e disse que o seu composto poderia estar horas a trabalhar no misturador aberto, que não queimaria!
O Sr. Pinto de Sousa disse então:
– Sr. Engenheiro, temos estragado tanta borracha, que se esta se estragar…são mais uns kgs…Vamos ver o que acontece!
E assim fomos todos para junto do misturador aberto, para proceder ao aquecimento do composto, para proceder à sua calandragem. E recordo uma frase do experiente colaborador, com um cotovelo apoiado no mancal do misturador:
– Senhor engenheiro, um bom construtor começa por fazer uns bons alicerces…
Ao que simplesmente respondi:
– Concordo inteiramente consigo!
Bom, a borracha carregada no misturador não chegou a dar umas três voltas. Ficou logo toda encaroçada… pré-vulcanizada…queimada!
Ao observarem o que se estava a passar, os meus acompanhantes desapareceram rapidamente de cena. Não sei mesmo onde se meteram! E durante o resto do dia não mais os consegui encontrar…
Num dos dias imediatos chegou à fábrica um novo lote de borracha natural, do tipo utilizado no fabrico da borracha de ligação. Produzimos então, de novo, o composto de borracha de ligação e… Milagre dos milagres: tudo voltou à normalidade!
Uma investigação posterior mostrou que o lote que provocou a anomalia era de borracha do tipo Skim Crepe, um tipo de borracha natural muito mais barato, que mais não é do que um subproduto obtido nos processos de centrifugação na produção de látex, mas que possui uma elevadíssima tendência para a vulcanização. A razão pela qual foi adquirido, sempre desconheci.
Bom, quem adquiria as matérias-primas era a Gerência da empresa. A área técnica não tinha qualquer interferência e o Laboratório ainda menos. Portanto, não tínhamos qualquer responsabilidade com o acontecido.
Mas este complicado problema, que também teve grandes custos para a empresa, deve ter constituído um alerta para a Gerência…
Como responsável pelo Laboratório não deixei de tirar algumas conclusões sobre este lamentável episódio:
- Este acontecimento veio dar, em boa verdade, uma grande confiança nas decisões e nas informações emanadas pelo Laboratório talvez, até então, olhado com alguma indiferença e mesmo desconfiança…
- Este acontecimento veio também mostrar a grande necessidade de existir um controlo rigoroso das matérias-primas utilizadas, no momento inexistente.
- Veio também mostrar que, quer para o responsável Técnico quer para o responsável do Laboratório, era fundamental existir um controlo rigoroso sobre a qualidade das matérias-primas utilizadas, como forma de eles também poderem assegurar qualidade nos compostos de borracha e de todos os produtos com eles fabricados.
Muitas das acções desenvolvidas posteriormente, por mim e meus colaboradores directos, tiveram a sua origem neste lamentável acontecimento.
As principais, foram as seguintes:
- Das mais importantes, foi a criação de um modelo de código de matérias-primas, com uma clara descrição dos tipos considerados Aprovados e dos seus potenciais contratipos, embora estes sujeitos à Aprovação do Laboratório (Ver Figuras 1 e 2);
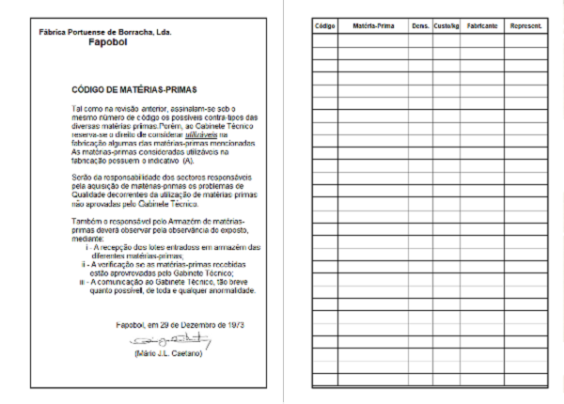 Figura 1 – Modelo do documento de codificação de matéria-prima e de outros materiais (Clicar aqui para ampliar)
Figura 1 – Modelo do documento de codificação de matéria-prima e de outros materiais (Clicar aqui para ampliar)
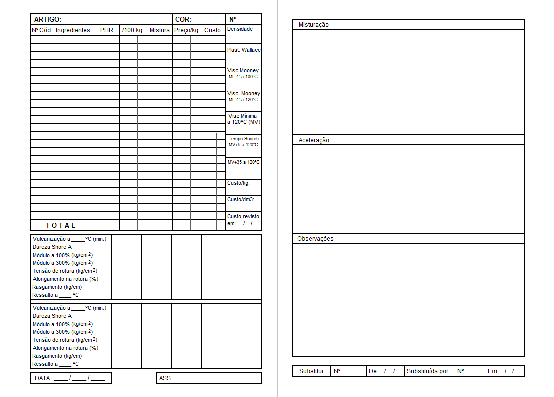 Figura 2 – Modelo de registo de formulações (Clicar aqui para ampliar)
Figura 2 – Modelo de registo de formulações (Clicar aqui para ampliar)
- Numa das revisões que se seguiram, passaram a estar incluídos, para além da matérias-primas para compostos de borracha, todos os materiais utilizados no fabrico dos diversos tipos de artefactos. De acordo com a tabela que se segue.
| Nº Grupo | Matéria-Prima | Nº Grupo | Matéria-Prima |
| 0 | Borrachas Naturais | 13 | Óxidos metálicos |
| 1 | Borrachas Sintéticas | 14 | Plastificantes |
| 2 | Negros de Fumo | 15 | Cargas |
| 3 | Borracha Regenerada | 16 | Esponjantes |
| 4 | Factices | 17 | Corantes |
| 5 | Agentes Vulcanização | 18 | Antiaderentes |
| 6 | Aceleradores Vulcaniz. | 19 | Pigmentos Corantes |
| 7 | Antiox/Antiozonantes | 20 | Mat.-Primas Diversas |
| 8 | Ácidos Gordos | Design. Fab. | Cords (Têxtil e Metal) |
| 9 | Activadores Vulcaniz. | Design. Fab. | Telas (Têxtil e Metal) |
| 10 | Auxiliares Processo | Design. Fab. | Arame para Pneus |
| 11 | Ceras Protecção | Design. Fab. | Válvulas Câm. de Ar |
| 12 | Resinas | Design. Fab. | Outros Materiais |
- Criadas as condições de recepção de novos lotes de matérias-primas e criada também a respectiva documentação de suporte;
- Definidos os ensaios de recepção a efectuar em cada tipo de matéria-prima. Em cada lote de matéria-prima recebido na empresa era efectuada a análise de pelo menos uma das suas principais características técnicas. Características bem significativas e que, cuja determinação não fosse demorada nem exigisse grandes custos de investimento para a sua execução. Alguns equipamentos foram adquiridos, nomeadamente para ensaios de natureza físico-química.
- Criação das necessárias normas de ensaio (as NPL’s – Normas Permanentes do Laboratório);
- Criação de especificações técnicas para todos os tipos de borrachas produzidas pela empresa;
- Criação de especificações técnicas para os tipos de artefactos de borracha produzidos pela empresa;
- Muitos dos artefactos produzidos já possuíam as respectivas especificações, definidas pelos clientes (por exemplo, CP, Fiat, Renault, Ford, Uniteca, etc.).
- Criação, afinal, de todo o suporte técnico e documental para todas as operações, não somente as realizadas no Laboratório, mas também para os protocolos necessários com as várias secções produtivas e, muito em particular, com o Armazém de Matérias-Primas e a secção de Abastecimentos (Mistura, Calandragem, Preformação e Armazém de Borracha), tendo em vista a obtenção de uma razoável garantia de qualidade em todos os processos. Tudo isto, afinal, as bases de um Sistema de Qualidade, que viria mais tarde a ser implementado, em particular por exigência de alguns clientes (principalmente do sector Automóvel).
Todo este trabalho de base não deve ter sido do conhecimento de muitas pessoas da empresa, mesmo de algumas pessoas mais ligadas à Gerência… Mas, de facto, este trabalho foi feito! E foi realizado paulatinamente por uma excelente equipe de trabalho, da qual passou também a fazer parte, em 1970, a D. Olímpia Venâncio.
1972
Quando iniciei a minha actividade na empresa Fapobol, a empresa produzia correias transportadoras e correias planas de transmissão; o material de reforço utilizado era constituído apenas por telas constituídas por Algodão (NP-223:1962), telas dos tipos I, II, III, IV e V. Na época, as correias fabricadas com telas de Poliéster/Poliamida já eram, na Europa, de produção corrente. Pelo Director Comercial, Eng.º Machado Lima foi-me colocado o desafio de produzir correias transportadoras com este tipo de material de reforço.
Iniciei os trabalhos preparatórios com telas do tipo EP (teia em poliéster e trama em poliamida); as primeiras telas foram fornecidas pela empresa Foncar (telas EP-100 e EP-125). Telas não tratadas, portanto na condição de à saída do tear (loomstate). Por este motivo, o desenvolvimento de formulações incluiu um composto para obtenção de ligação borracha/têxtil. Este composto de borracha era dissolvido em solvente (hexano) e era então aplicado à tela por um processo de Endução. Ao composto solubilizado era adicionado, no momento da aplicação, uma determinada dosagem de Vulcabond TX (ingrediente à base de Isocianatos), que promovia a adesão à tela.
As telas apresentavam algumas deficiências de fabrico (apresentavam um bow muito acentuado e, sobretudo, muito irregular. Na operação de endução o problema já se manifestava, mas na operação de calandragem, com a tela sujeita a uma maior tensão, as dificuldades eram acrescidas e a tela chegava a ser trilhada e esmagada. Assim, após alguns meses de uma utilização muito crítica, passamos a utilizar telas produzidas na empresa Têxtil Manuel Gonçalves SARL, que, entretanto, se havia preparado e equipado para o fornecimento de telas tratadas pelo Sistema RFL (Resorcina – Formaldeído – Látex). Com este tipo de fornecimento abandonamos, obviamente, o tratamento das telas por Endução. Esta alteração obrigou também a criar novas formulações, nomeadamente para o composto de ligação à tela.
E, desta maneira, estava lançado o fabrico de correias transportadoras com reforço têxtil com telas do tipo EP (poliéster/poliamida), dos tipos EP-100/40, EP-125/50, EP-160/65, EP-200/80, EP-250/80 e EP-315/80. Uns anos mais tarde foram também utilizadas telas do tipo SW (straight warp). Assim, a produção de correias transportadoras reforçadas com telas de algodão foi sendo progressivamente abandonada.
Contudo, as telas de algodão continuaram a ser utilizadas no fabrico de correias planas de transmissão, assim como algumas telas mistas, sobretudo em algodão/poliéster. E utilizadas também no reforço de folhas de borracha (rubber sheeting) e de alguns tipos de mangueiras (rubber hoses).
Todo este projecto acarretou, necessariamente, o desenvolvimento de diversos tipos de formulações, para compostos de calandragem de telas (em que se utilizava o sistema de adesão RFS – Resorcina – Formaldeído – Sílica) e também de compostos para revestimentos com requisitos especiais, como por exemplo, resistência à chama, características ESD (Electrostatic Discharge), contacto com produtos alimentares, resistência a substâncias gordas, etc. Isto também, como consequência de um alargamento da gama de correias transportadoras produzidas que passou a ser comercializada!
1973
Como consequência de visitas efectuadas às empresas Iddon Brothers (Leyland, Lancashire) e DuPont (Stevenage, Hertfordshire) foi adquirida, no ano de 1973, à empresa Iddon Brothers, uma linha de vulcanização em contínuo em banho de sais (LCM – Liquid Curing Media). Esta linha compreendia uma extrusora de 90 mm, de alimentação a frio, com controlo de temperatura em cinco zonas e com zona de vácuo, um tanque de vulcanização com 12 metros de comprimento (40 pés), uma unidade de saída (haul-off) e um tanque de arrefecimento e lavagem com cerca de 2,3 metros de comprimento (7,5 pés).
O arranque desta nova linha de produção acarretou o desenvolvimento do formulário necessário. Assim, foi criada uma nova série de compostos, sendo codificados com os algarismos da Série 600. Eram compostos de borracha sólida ou celular (célula aberta) baseados, sobretudo, em borrachas EPDM, CR, NBR e alguns em NR/SBR. Em 1985 existiam, e por mim desenvolvidos, 40 compostos desta série, alguns deles com pequenas variantes, para a produção de perfis e de tubos.
Os perfis produzidos destinavam-se à Indústria de Construção Civil (perfis para caixilharia de alumínio – clientes tais como a Technal Portuguesa, Mário Santos, etc.), Indústria Automóvel (perfis para carrocerias – clientes tais como Salvador Caetano, Renault Portuguesa, General Motors, etc.), perfis para a CP e para aplicações diversas (clientes tais com Borrachas e Plásticos Berna, Climex, etc.).
Os tubos destinavam-se a vários fins; produzimos tubo para câmaras-de-ar para bicicletas (câmaras-de-ar emendadas, fabrico tradicional na empresa, embora com tubos extrudidos e vulcanizados em autoclave, sobre mandril rígido), tubos para laboratório e inclusivamente tubo para gás butano (formulação com o nº 635, em borracha NBR, desenvolvida em 1985, mais tarde modificada para um composto baseado em NBR/PVC.
Como uma boa parte dos perfis para o sector automóvel eram cercaduras (para vidros de janelas, fixos ou móveis), foi adquirida uma pequena prensa de injecção para moldagem dos cantos, da marca Green & Nickels, Limited (Letchworth, Herts), com uma capacidade de injecção de 100 cm3.
1973
1ª Acção de Formação na empresa Fapobol
Esta primeira acção de Formação foi de minha iniciativa. Teve o título “Tecnologia da Borracha”, teve a duração de 12 horas e teve a participação de 14 Formandos, que eram quadros médios e chefias da Produção e da Manutenção.
Para não prejudicar as actividades fabris, foi realizada em regime pós-laboral. E devo dizer que mereci a aceitação e atenção de todos os participantes, os quais compareceram massivamente.
A sua curta duração foi propositada. Um dos objectivos era auscultar a reacção e o interesse dos formandos com a iniciativa. Era melhor ficarem a considerar que a acção tinha tido uma duração curta, do que considerarem uma acção longa, fastidiosa e fatigante. E, sinceramente, a primeira ideia foi a que me foi manifestada. Foi uma excelente experiência!
1973
Acção de Formação com o título “Produção de Perfis em Borracha pelo Método LCM”. Teve a duração de 4 horas, em horário laboral, e teve a participação de seis formandos da Secção Comercial (Vendas).
Esta segunda experiência com Formação ocorreu na sequência da aquisição e arranque da linha de vulcanização em contínuo. A Fapobol estava apta a entrar, com muita pujança, no mercado de perfis para vários tipos de aplicações. Com esta acção pretendeu-se dar conhecimento do novo processo tecnológico, dos tipos de perfis a produzir e dos novos mercados-alvo a considerar. Foi preparado um documento, que foi distribuído no termo da sessão.
1978
A Fapobol havia sido já consultada pela Siderurgia Nacional para o eventual fornecimento de correias transportadoras reforçadas com telas de aço. E foi decidido entrar também neste mercado. E em 1978 foi produzida a primeira correia transportadora com este tipo de material, tendo para o efeito sido adquirida tela de aço do tipo cord (steel cord) à empresa belga Bekaert: a tela Fleximat ST500.
Para este tipo de fabrico, foi desenvolvido o necessário formulário. O composto de ligação da borracha ao metal era, sem qualquer dúvida, o material mais crítico. O composto desenvolvido foi baptizado com o Nº 227 e nele foi utilizado um sistema de adesão borracha/metal constituído por Coffil 11 e Manobond C16. Recordo, mais uma vez, que era da minha total responsabilidade o estudo e desenvolvimento de formulações.
Em Março de 1981, na companhia do Sr. João Araújo, visitamos a empresa Bekaert, tendo em vista o aperfeiçoamento do fabrico deste tipo de correias transportadoras.
1979
Introdução de tecidos cord, em Poliamida e em Rayon, no fabrico de pneus para velocípedes simples e motorizados.
Os pneus para velocípedes simples e motorizados eram, tradicionalmente, produzidos com carcaças reforçadas com tecido do tipo cord, em algodão. A carcaça dos pneus para velocípedes simples passou a ser produzida com um tecido cord em Poliamida 6.6; este tecido, tratado com um sistema RFL, podia ser fornecido pela empresa TMG – Têxtil Manuel Gonçalves, SARL ou pela empresa ITA – Indústria Têxtil do Ave, SARL. Obviamente isto implicou a criação de compostos de borracha para calandragem, com sistema de adesão RFS. Os pneus para velocípedes motorizados passaram a ser produzidos com carcaça reforçada com um tecido Cord em Rayon, tecido fornecido pelos mesmos fornecedores do tecido Cord em Poliamida 6.6 (Nylon 6.6).
Implicou, igualmente, a criação de um composto para calandragem, igualmente com sistema de adesão do tipo RFS.
1979
Produção do composto para piso de recauchutagem (camelback) num processo directo de Mistura.
O composto de maior produção de piso para recauchutagem (e de toda a fábrica) era misturado num processo conduzido em duas fases: a produção da chamada base e 24 horas ou mais, depois, a produção de chamada final (composto base mais aceleradores + enxofre). A mistura era efectuada num misturador interno de marca Werner & Pfleiderer, modelo GK100, com 110 litros de volume de câmara, velocidade dos rotores fixa (20,9/23 rpm).
O composto base era misturado em cargas com 127,725 kg, misturadas num ciclo de 7 minutos. O composto final era misturado em cargas de 112, 96 kg, (peso total de composto base + aceleradores + enxofre), num ciclo de 3 minutos.
Neste processo, o tempo de mistura (em segundos) gasto por kg de borracha misturada era de 4,796.
Havíamos sugerido a aquisição de um lote de uma mistura-mãe Incarb com a composição Borracha SBR: 100 + Negro de carbono N339: 75 + Óleo Aromático: 45. Afinal, uma composição muito similar, na sua constituição (e comparativamente a esses três ingredientes), ao nosso composto de piso para recauchutagem. Com a adição dos ingredientes em falta (activadores de vulcanização, agentes de protecção e sistema de vulcanização, teríamos um composto praticamente idêntico. E com um processo de mistura muito mais simples e muito mais económico.
Para além de uma outra grande vantagem: um aumento significativo da capacidade de mistura.
A carga dimensionada tinha o peso de 127,360 kg, era misturada em apenas uma fase, num ciclo de mistura com a duração de 4 minutos.
Neste tipo de processo, o tempo de mistura (em segundos) gasto por kg de borracha misturada passou a ser de 1,832, ou seja 2,62 x menos.
Claro que o custo da mistura-mãe Incarb era mais elevado que a soma do custo daquelas matérias-primas (SBR+CB N339+Óleo). Mas a economia em mão-de-obra e energia era por demais flagrante. E o grande aumento resultante de capacidade de mistura poderia, se necessário, permitir a eliminação de um turno de produção. Este assunto passou para o departamento de custos analisar. Creio terem sido gastas mais de 50 Ton. da mistura-mãe Incarb, mas depois voltamos ao nosso processo clássico. E nunca soube porquê!
1979
Alguns tipos de perfis e de tubos não podiam ser produzidos pela técnica LCM, pois o mergulho no banho de sais fundidos provocava deformações da sua secção. Estes factos estão na base da nossa proposta e na decisão da Administração em adquirir uma linha de vulcanização em contínuo, utilizando a técnica de microondas (UHF – ultra high frequency). Assim, em 1979 foi adquirida uma linha de vulcanização de marca CIM D’OR. A linha incorporava uma extrusora de alimentação a frio, de 90mm de diâmetro de fuso, da marca Guix (extrusora com controlo de temperatura em cinco zonas e com zona de vácuo), uma linha de microondas Refª TMC 502-6 (potência de 6 kW) e um túnel de ar quente, Refª HACN-8, com 8 metros de comprimento e potência de 20 kW).
O arranque desta nova linha de produção acarretou necessariamente o desenvolvimento de um formulário muito específico para este tipo de vulcanização (é fundamental o composto de borracha possuir um bom nível de absorção de radiação de alta frequência) A nova série de compostos foi também integrada na série 600.
1979
Coordenação e participação como formador numa acção de Formação (120 horas) para pessoal de chefia da empresa Facobol (Moçambique), constituída por 8 formandos.
1980
Arranque do fabrico de câmaras de ar para automóvel, com a tecnologia e formulário da empresa Continental, AG
1980
Coordenação e participação como formador numa acção de Formação (120 horas) para pessoal de chefia da empresa Facobol (Moçambique), constituída por 5 formandos.
1983
Nova configuração da linha de mistura de borracha, com a utilização de um stockblender e de um 2º misturador aberto. Com esta inovação, a capacidade de mistura aumentou cerca de 80%.
1984
Introdução de cord de Nylon no fabrico de pneus para velocípedes motorizados.
1984
Arranque do fabrico de tubos de radiador com reforço de malha, para automóvel (Projecto Renault) e desenvolvimento do formulário necessário.
1989
Acção de Formação (120 horas) para pessoal de chefia do Controlo da Qualidade (6 formandos).
1989
Acção de Formação (120 horas) para participantes externos, no âmbito do programa IJOVIP (10 formandos).
1989/1990
Acção de Formação de Sensibilização à Qualidade Total, Gestão Industrial e Empresarial, Tecnologia da borracha e Informática. Duração total de 330 horas e envolveu um total de 70 formandos (administradores, directores, pessoal administrativo e pessoal fabril). Acção coordenada pelos responsáveis Fabril (Mário Caetano), Administrativo (Santos Silva), Financeiro (Jorge Cerdeira) e Comercial (Machado Lima).
1990
Depois de vários meses de preparação, foi obtida a Qualificação Ford Q101.
1968-1991
Como referi, empresa Fapobol possuía nada mais nada menos do que 18 linhas de produção de diferentes tipos de artefactos de borracha. Recordo que no projecto de vários tipos de artigos, era a experiência dos técnicos que ditava o número de telas necessárias para uma determinada correia transportadora, para um particular tipo de mangueira operar a uma determinada pressão, a definição do raio de dobragem de uma mangueira, a pressão de enchimento dos diversos tipos de pneus, a dureza e outras características dos diversos compostos de borracha, quando não definidos pelo cliente, etc.
Portanto, as “técnicas” utilizadas na concepção de muitos tipos de artefactos não me satisfaziam. E assim, e sucessivamente, fui estudando e aprendendo a calcular as exigências técnicas em cada tipo de produto, quer das características técnicas exigidas para os compostos de borracha, quer dos materiais de reforço quando utilizados, quer da geometria dos artefactos, etc. Um dos primeiros estudos efectuados foi com correias transportadoras e foi traduzido na elaboração de um nomograma para determinação das capacidades de carga de correias transportadoras (Nomographs for Determining Conveyor Belt Load Capacities, trabalho que foi publicado na revista European Rubber Journal, em 1977).
Obviamente que existiram, no decurso dos 21 anos que permaneci na empresa, outros tipos de acções e de desenvolvimentos que seguramente resultaram de meus contributos para o progresso da empresa. Isto para além da gestão diária de uma unidade fabril, nos seus diversos aspectos técnicos e humanos.
Até o Médico do Trabalho, Dr. Aires Pereira, me solicitava, anualmente, um Relatório sobre Problemas de Segurança na Fábrica.
Passados estes anos, os factos apontados foram aqueles que me ocorreram (note-se mais uma vez: em 2018!) e que me pareceram mais relevantes. Mas penso que o trabalho efectuado e as actividades desenvolvidas não mereciam o comentário efectuado…
